Aluminum profile protective film for CNC Processing
CNC machining leaves aluminum profiles vulnerable to scratches, gouges, and chemical stains during the fabrication process. Aluminum is a relatively soft metal, and the aggressive nature of milling, drilling, and routing creates hazardous environments for finished surfaces. Metal chips, sharp cutting tools, and high-pressure clamping systems routinely compromise the aesthetic and structural integrity of the metal. Manufacturers require robust surface protection to maintain tight tolerances and pristine finishes from the machining center to the final installation.
The industrial demand for reliable surface protection is growing rapidly across global manufacturing sectors. The Surface Protection Film Market valued at USD 2.54 Billion in 2023, growing at 4.9% CAGR to reach USD 2.3 Billion by 2033 [source:reportsandinsights]. This growth reflects a widespread industry shift toward defect prevention rather than post-process defect correction. Facilities processing high-value aluminum extrusions are adopting engineered polymer films to safeguard their products.
This guide covers everything you need to know about aluminum profile protective film for CNC processing. We examine the mechanics of polymer barriers, evaluate different film materials, and provide technical specifications for optimal CNC performance. You will learn how to select the correct thickness and tack level for various aluminum finishes, including powder-coated and anodized surfaces. Finally, we outline application best practices, removal techniques, and the direct financial impact of integrating protective films into your manufacturing workflow.
What Is Aluminum Profile Protective Film for CNC Processing?
Aluminum profile protective film for CNC processing is an engineered polymer membrane applied to metal surfaces prior to machining. It consists of a flexible carrier film, typically polyethylene (PE), coated with a specialized pressure-sensitive adhesive (PSA). This temporary layer acts as a sacrificial barrier between the aluminum substrate and the harsh mechanical environment of the CNC machine. The film remains intact during aggressive cutting operations, protecting the metal underneath without interfering with dimensional accuracy.
How It Works as a Barrier
The protective film functions through a combination of mechanical shock absorption and chemical resistance. When a CNC cutting tool generates aluminum chips, these sharp fragments often drag across the surface of the workpiece. The polyethylene carrier film absorbs the kinetic energy of these chips, preventing them from penetrating through to the aluminum. The 0.03 to 0.08 mm (30 to 80 micron) thickness provides enough cushioning to deflect glancing blows from metal swarf.
The adhesive layer plays an equally critical role in the barrier system. Plashield utilizes an advanced acrylic PSA that forms a secure bond with the aluminum, preventing cutting fluids from seeping underneath. During CNC operations, high-pressure coolant floods the machining area to reduce heat and evacuate chips. If the adhesive fails, coolant can become trapped against the metal surface, leading to localized oxidation or staining. The acrylic adhesive maintains its shear strength even when exposed to synthetic and semi-synthetic water-based coolants.
This barrier system is designed to survive the entire product lifecycle, not just the machining phase. A high-quality film follows the aluminum from the initial extrusion process directly into the CNC machining center. After fabrication, the same film protects the component during transport, assembly, and final installation. The film must eventually peel away cleanly, leaving zero adhesive residue on the finished product.
Types of Damage It Prevents
The primary function of the film is preventing mechanical scratches caused by tool chatter, chip evacuation, and operator handling. CNC machine beds, clamps, and fixtures exert massive pressure on the aluminum profile to keep it rigid during cutting. Without protection, these hard steel fixtures leave permanent indentations and scuff marks on the soft aluminum. The polymer film distributes this clamping force slightly, preventing direct metal-to-metal abrasion.
Dust and abrasive particulate intrusion represents another major hazard in industrial fabrication environments. Airborne silica, grinding dust, and microscopic metal shavings settle on staged aluminum profiles before they even reach the CNC router. If an unprotected profile is clamped down with dust on its surface, the particles are crushed directly into the finish. Protective films keep the surface completely isolated from ambient factory contamination until the exact moment of final assembly.
Chemical attack and anodizing damage frequently occur when bare aluminum interacts with aggressive machining environments. Electrophoretic anodized and powder-coated surfaces are highly susceptible to staining from alkaline cutting fluids or tramp oils. The protective film blocks these liquids from penetrating the porous structure of anodized layers or degrading the chemical bonds of powder coatings. This ensures that the aesthetic properties of the aluminum profile remain exactly as they were when they left the finishing line.
Types of Aluminum Profile Protective Films
Selecting the correct aluminum profile protective film for CNC processing requires understanding the different carrier materials and adhesive formulations available. Manufacturers engineer these films to address specific mechanical stresses, temperature ranges, and surface energies. Using the wrong material or adhesion level often leads to film failure during machining or severe residue issues during removal. The optimal choice depends heavily on the specific CNC operations being performed and the surface finish of the aluminum.
By Material (PE vs PET vs TPH)
| PE Polyethylene | PET Polyethylene Terephthalate | TPH Thermoplastic Polyurethane | |
|---|---|---|---|
| Position | Industry standard | High-temperature specialty | Premium heavy-duty |
| Flexibility | High — conforms easily to complex profiles, sharp radii, and grooved extrusions | Low — rigid, difficult to apply on contoured or heavily grooved profiles | Very high — highly elastic, self-adapting |
| Tensile Strength | Moderate | High — resists stretching and tearing under extreme mechanical shear | Extreme — absorbs heavy mechanical shock |
| Heat Resistance | Standard | High — suited for dry machining and high-speed routing with excessive heat generation | Standard |
| Self-Healing | None | None | Yes — micro-tears from sharp metal chips typically rebound and close automatically |
| CNC Coolant Compatibility | Excellent — resistant to water-based CNC coolants | Good | Good |
| UV Resistance | 6–12 months (Plashield standard) | Moderate | Moderate |
| Thickness Range | 30–80 microns (Plashield) | Varies by supplier | Varies by supplier |
| Cost | Low | Medium | High |
| Best For | General CNC machining, aluminum extrusion lines, standard fabrication | Dry machining, high-speed routing, heat-intensive operations | Aerospace, medical components, ultra-high-value aluminum parts, aggressive heavy milling |
| Key Limitation | Lower heat resistance than PET | Poor conformability on complex profiles | Substantially higher cost limits use to high-value applications |
Section Takeaway: PE covers the majority of aluminum CNC fabrication requirements. PET applies specifically where heat is the primary risk. TPH is reserved for applications where component value justifies the material cost premium.
By Adhesion Level (Low / Medium / High tack)
Low tack protective films are engineered specifically for highly polished, glossy, or perfectly smooth aluminum surfaces. Smooth surfaces provide maximum contact area for the adhesive, meaning a very light adhesive coating is required to achieve a secure bond. If a high tack film is applied to a glossy surface, the peel force required to remove it becomes excessive, increasing the risk of residue. Low tack films are ideal for standard smooth aluminum extrusions and glossy powder-coated profiles.
Medium tack films provide the versatility required for standard industrial finishes and lightly textured surfaces. These films possess enough adhesive strength to grip matte finishes, electrophoretic anodized aluminum, and standard PVC extrusions. During aggressive CNC milling, medium tack films resist the shear forces that attempt to peel the film away from the edges of the cut. This adhesion level represents the most common choice for general-purpose aluminum fabrication.
High tack films are mandatory for heavily textured, sandblasted, or roughly brushed aluminum profiles. Textured surfaces have microscopic peaks and valleys, drastically reducing the actual surface area available for the adhesive to grab. High tack acrylic PSA flows into these microscopic valleys, ensuring the film remains anchored during high-pressure CNC coolant blasts. Using a low or medium tack film on a sandblasted surface almost guarantees the film will detach during the machining process.
Key Specifications for CNC Applications
Understanding the technical specifications of protective films is critical for integrating them into a CNC fabrication workflow. Engineers must match the physical properties of the film to the mechanical demands of their specific machining centers. Parameters such as thickness, width, length, and UV stability directly impact the efficiency of the manufacturing process. Plashield designs its protective films specifically to meet the rigorous demands of modern aluminum fabrication.
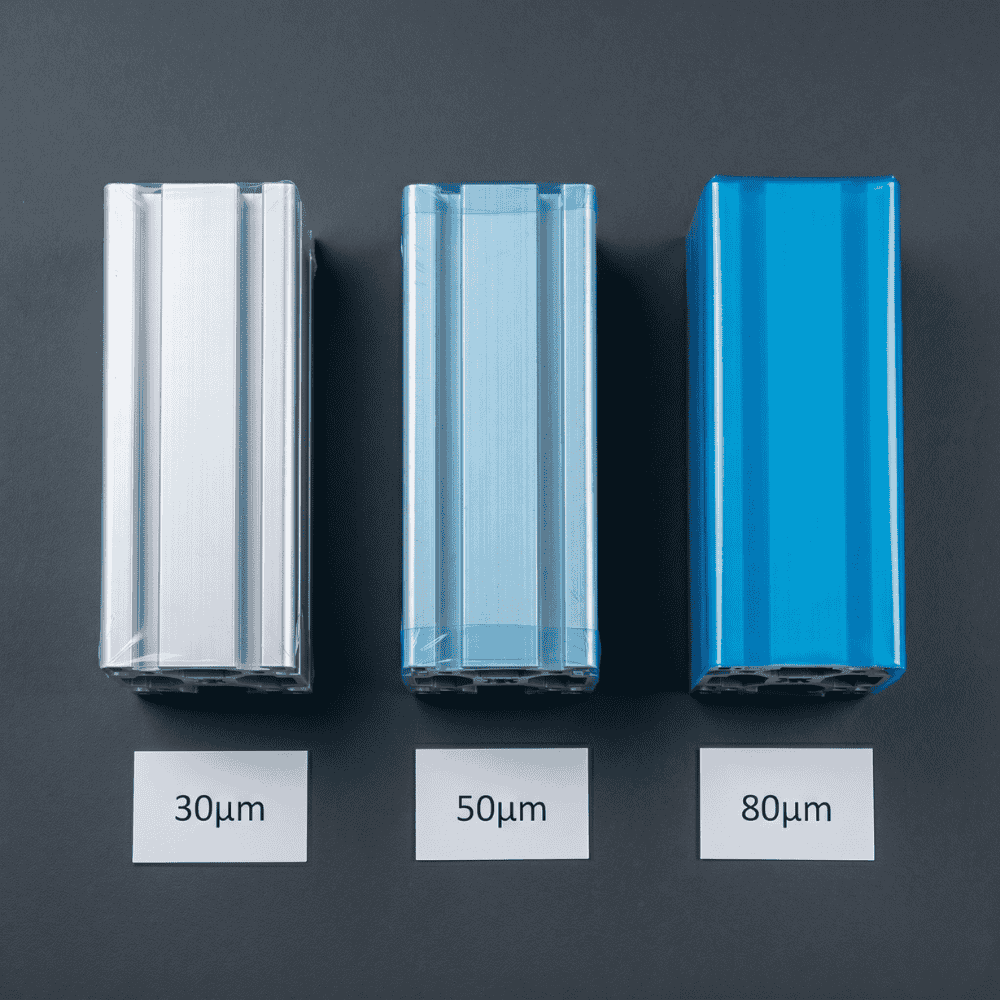
Thickness Selection Guide
A 30-micron (0.03 mm) protective film is designed for light-duty processing, handling, and transportation of aluminum profiles. This thin gauge provides adequate protection against scuffs, fingerprints, and minor abrasions during manual handling or automated stacking. In a CNC environment, 30-micron films are suitable only for very light operations, such as precision laser cutting or slow-feed drilling. Aggressive milling or routing will likely tear a 30-micron film, exposing the aluminum to flying chips and coolant.
The 50-micron (0.05 mm) thickness serves as the industry standard for general CNC machining and profile fabrication. This gauge provides an optimal balance, offering enough mechanical strength to resist chip strikes while remaining thin enough to cut cleanly. When a CNC endmill cuts through a 50-micron film, the polymer shears crisply without gumming up the cutting tool flutes. This thickness reliably protects powder-coated and anodized surfaces during standard drilling, tapping, and profile routing operations.
For heavy-duty fabrication, deep routing, and high-speed face milling, an 80-micron (0.08 mm) film is required. The massive volume of sharp metal swarf generated during heavy material removal poses a severe threat to the surrounding finish. An 80-micron film acts as heavy armor, absorbing high-velocity impacts and resisting the intense pressure of hydraulic machine clamps. This thicker film is highly recommended when machining large structural aluminum extrusions used in construction or heavy transport.
Tack Level vs Surface Type
The interaction between the film’s adhesive and the aluminum’s surface energy dictates the success of the protective barrier. Surface energy determines how well the acrylic PSA “wets out” or flows across the microscopic topography of the metal. Electrophoretic anodized aluminum has a different surface energy than a standard powder-coated profile, requiring specific adhesive formulations. If the tack level is too low, the film lifts at the edges; if too high, the adhesive transfers to the metal upon removal.
Plashield formulates its acrylic PSA to maintain stable adhesion across varying environmental conditions and CNC coolant exposures. For sandblasted surfaces, the high tack formulation penetrates the rough texture to establish a mechanical lock that withstands high-pressure coolant jets. Conversely, the low tack formulation used on smooth PVC or glossy aluminum extrusions relies on high surface contact area. Engineers must carefully evaluate the Ra (roughness average) of their profiles before specifying the required tack level.
How to Choose the Right Film for Your CNC Process
Selecting the correct aluminum profile protective film for CNC processing is a systematic procedure that requires evaluating your entire production line. The film must survive the initial application, endure the violent machining process, and eventually remove cleanly at the job site. Guesswork in film selection often leads to catastrophic residue issues, requiring hundreds of hours of manual solvent cleaning. By following a structured evaluation process, manufacturers guarantee optimal surface protection and seamless production flow.
Step 1 – Identify Your Surface Type
The first step is conducting a thorough analysis of the surface finish applied to your aluminum profile. You must classify the surface as glossy, matte, textured, or highly rough (such as sandblasted). Glossy powder coatings and polished bare aluminum require low tack films to prevent excessive adhesion buildup over time. Matte powder coatings and electrophoretic anodized surfaces generally pair best with medium tack solutions.
You must also consider the chemical composition of the surface finish itself. Some architectural powder coatings contain additives that can interact chemically with certain rubber-based adhesives, causing ghosting or staining. Plashield utilizes a highly stable acrylic PSA specifically designed to be chemically inert against standard powder coats and anodized layers. Always test a sample patch of film on your specific surface finish and leave it for 48 hours to verify compatibility.
Step 2 – Determine the Processing Stage
Evaluate the exact point in the manufacturing lifecycle where the protective film will be applied to the aluminum. In optimal setups, the film is applied immediately after the extrusion and finishing processes, before the metal is ever touched. This ensures the film follows the full lifecycle: extrusion, machining, transport, and final installation. If the film is applied right off the extrusion line, it must possess the 6 to 12 months of UV resistance required for long-term project timelines.
Next, analyze the specific CNC operations the profile will undergo while the film is attached. Will the profile be subjected to simple drilling, or will it undergo aggressive multi-axis milling with heavy flood coolant? High-speed routing generates significant heat and sharp chips, necessitating a thicker 50 to 80-micron PE film. If the part requires tight tolerance face milling, ensure the film thickness is accounted for in the CNC machine’s Z-axis offsets.
Step 3 – Select Tack Level
Choosing the correct tack level is a delicate balancing act between machining security and ease of final removal. The film must grip the aluminum tightly enough to resist the shear forces of spinning cutting tools and high-pressure coolant nozzles. If the film lifts around a drilled hole, coolant and metal dust will immediately pack underneath the barrier, ruining the finish. The adhesive must maintain its grip right up to the edge of the machined cut.
However, the film must not bond so aggressively that it damages the underlying finish during post-installation removal. Acrylic adhesives naturally build adhesion over time, meaning a film that peels easily today might be stubborn six months from now. Always select the lowest tack level that still successfully survives your specific CNC machining parameters. This minimizes the risk of adhesive transfer and ensures a smooth, residue-free unmasking process at the construction site.
Decision Checklist for CNC Protective Film:
- Surface Texture:Is the aluminum glossy, matte, anodized, or sandblasted?
- Machining Intensity:Does the process involve light drilling or heavy, high-speed routing?
- Coolant Exposure:Will the film be subjected to high-pressure flood coolant or dry machining?
- Lifecycle Duration:Will the film remain on the profile during outdoor transport and installation?
- Residue Tolerance:Does the final application require absolutely zero adhesive residue upon removal?
ROI and Cost Analysis
Implementing a high-quality aluminum profile protective film for CNC processing requires an upfront material investment. However, evaluating this cost against the massive reduction in scrap rates and rework reveals a rapid return on investment. Unprotected aluminum profiles are highly susceptible to handling damage, machine clamping marks, and coolant stains. By eliminating these variables, manufacturers drastically improve their overall yield and operational efficiency.
Direct Cost Savings
The most immediate financial impact of protective film is the drastic reduction in rejected or scrapped components. Protective films reduce manufacturing defects by up to 60% in precision fabrication [source:maximizemarketresearch]. When machining expensive architectural extrusions or aerospace components, a single deep scratch can render a highly valuable part completely useless. The cost of a few meters of PE film is mathematically negligible compared to the cost of scrapping a finished aluminum profile.
Direct labor savings represent another massive area of cost reduction for fabrication facilities. When parts are scratched during CNC machining, operators must spend valuable time manually polishing, buffing, or repainting the damaged areas. This rework causes severe bottlenecks, delaying shipments and increasing the man-hours required per part. Protective films eliminate the need for post-machining surface remediation, allowing parts to move directly from the CNC router to the shipping department.
Indirect Benefits
Beyond direct scrap reduction, protective films unlock significant indirect efficiencies throughout the entire manufacturing facility. Operators can handle protected aluminum profiles much faster, as they no longer need to treat the metal with extreme fragility. Automated material handling systems, staging racks, and forklifts can move parts rapidly without fear of causing surface abrasions. This increased throughput directly boosts the overall production capacity of the CNC machining center.
Brand reputation and customer satisfaction also see marked improvements when utilizing premium surface protection. Delivering flawless, scratch-free aluminum profiles to clients establishes your facility as a high-quality, reliable manufacturer. The presence of a branded or clean protective film on the final product communicates professionalism and attention to detail. Customers appreciate the peace of mind knowing their components were safeguarded throughout the entire fabrication and transit process.
Application and Removal Best Practices
Even the highest quality aluminum profile protective film for CNC processing will fail if applied or removed incorrectly. Proper application ensures the film creates a uniform, waterproof barrier that withstands the violence of the machining center. Correct removal techniques guarantee the film detaches smoothly without leaving microscopic adhesive residues on the finished part. Training operators on these best practices is essential for maximizing the performance of the protective barrier.
How to Apply Protective Film Before CNC
Optimal application requires automated roll lamination equipment to ensure consistent tension and pressure across the aluminum profile. The aluminum surface must be completely dry, clean, and free of dust or extrusion oils before the film makes contact. Nip rollers should apply firm, even pressure to force the acrylic PSA into the microscopic pores of the metal surface. This pressure ensures maximum “wet out” of the adhesive, creating a bond strong enough to resist CNC coolant pressure.
Tension control during application is a critical factor that is frequently overlooked by machine operators. The polyethylene film should be applied smoothly without being stretched or elongated by the lamination machine. If the film is stretched during application, it will constantly attempt to shrink back to its original size. This internal stress causes the film to pull away from the edges of the aluminum, creating pockets where CNC coolant will inevitably pool.
Post-Process Removal Tips (no residue)
Removing the film correctly is just as important as applying it, especially after the profile has undergone extensive CNC machining. The film should be peeled back at a consistent 180-degree angle, folding it directly back over itself. This sharp angle maximizes the peel force and minimizes the shear force acting on the acrylic adhesive. Pulling the film straight up at a 90-degree angle increases the likelihood of the adhesive separating from the PE carrier and sticking to the aluminum.
Temperature plays a vital role in the behavior of pressure-sensitive adhesives during the removal process. If the aluminum profiles have been stored in a freezing warehouse, the acrylic adhesive becomes rigid and highly aggressive. Conversely, if the metal is extremely hot, the adhesive softens and may leave a sticky residue behind. For optimal, residue-free removal, allow the aluminum profiles to acclimate to standard room temperature (around 20°C or 68°F) before peeling the film.
Common Mistakes to Avoid
One of the most frequent mistakes is leaving the protective film on the aluminum profile far beyond its engineered lifespan. Plashield films provide 6 to 12 months of UV resistance, which is exceptionally long for industrial applications. However, if profiles are stored outdoors in direct sunlight for two years, the PE carrier will eventually embrittle and the adhesive will permanently bake into the metal. Always adhere to the manufacturer’s stated lifespan guidelines.
Another critical error is applying protective film to profiles that are still damp from washing or chemical pretreatment. Trapping moisture beneath the film prevents the acrylic adhesive from forming a proper bond with the aluminum substrate. During CNC machining, this weak bond will fail instantly upon contact with high-pressure cutting fluids. Always ensure profiles are bone-dry and thermally stable before running them through the film lamination equipment.
Industry Standards and Compliance
Industrial manufacturing operates under strict quality control standards, and surface protection films must align with these regulatory frameworks. High-performance aluminum profile protective film for CNC processing helps facilities maintain compliance with international manufacturing guidelines. Utilizing certified, engineered films ensures that your fabrication process meets the rigorous demands of global supply chains.
ISO 20653 and Surface Protection
In sectors producing enclosures or structural components, maintaining surface integrity is vital for meeting ingress protection standards. While ISO 20653 dictates the IP ratings for road vehicles regarding dust and water intrusion, the principle applies broadly to precision manufacturing. If a CNC machine scratches the mating surface of an aluminum enclosure, the final gasket may fail to seal properly. Protective films ensure these critical sealing surfaces remain perfectly smooth, directly supporting the final product’s ability to pass stringent IP testing.
The film itself must also maintain high manufacturing standards to ensure consistent performance across multiple production batches. Plashield manufactures its protective films under strict quality control protocols, ensuring uniform thickness, consistent adhesive coating weights, and reliable UV stability. This consistency allows CNC programmers to trust that the film will behave predictably during every machining cycle. Predictability is the cornerstone of standardized, high-volume industrial fabrication.
Meeting Aerospace and Automotive Requirements
Aerospace and automotive supply chains demand the highest levels of traceability and chemical purity from all processing materials. Many of these industries strictly prohibit the use of silicone-based adhesives in their manufacturing environments. Silicone contamination causes severe defects during downstream painting, powder coating, or structural bonding processes. Plashield’s acrylic PSA formulations are entirely silicone-free, making them perfectly safe for use in these highly regulated, sensitive manufacturing sectors.
Furthermore, these industries require tight dimensional tolerances that cannot be compromised by thick, inconsistent masking materials. The precision 30 to 80-micron thickness of Plashield films allows CNC machines to operate with extreme accuracy. Operators can easily account for the known thickness of the film when setting tool height offsets, ensuring perfectly machined depths. This level of precision makes engineered protective films indispensable for advanced aluminum fabrication.
FAQ
1. What is the best protective film for CNC machining aluminum?
The best film is typically a Polyethylene (PE) carrier with an acrylic pressure-sensitive adhesive. For standard milling and routing, a 50-micron thickness provides the ideal balance of impact resistance and clean cutting. The tack level must be matched specifically to the aluminum’s surface finish.
2. Can protective film withstand cutting fluid and coolants?
Yes, high-quality acrylic adhesives are highly resistant to standard water-based, synthetic, and semi-synthetic CNC coolants. The film forms a waterproof barrier that prevents the alkaline fluids from seeping underneath and staining the aluminum.
3. How thick should the film be for heavy CNC operations?
For heavy-duty face milling, deep routing, or aggressive material removal, an 80-micron (0.08 mm) film is required. This thicker gauge absorbs the high-velocity impacts of sharp metal chips and resists the intense pressure of hydraulic machine clamps.
4. Does the film stay on during powder coating?
No, standard PE protective films cannot withstand the high baking temperatures (typically around 200°C or 390°F) of powder coating curing ovens. The film must be applied *after* the powder coating process is fully complete and the profile has cooled.
5. How do you remove protective film without leaving residue?
Peel the film back slowly at a 180-degree angle, folding it directly over itself to minimize shear stress on the adhesive. Ensure the aluminum profile is at standard room temperature, as extreme heat or cold can alter the adhesive’s behavior.