Home / News / PE Protective Film for Stainless Steel vs PVC: Complete Selection Guide for Fabricators
PE Protective Film for Stainless Steel vs PVC: Complete Selection Guide for Fabricators
Share To:
If your line handles brushed 304 sheets, mirror 316 coils, laser-cut panels, or deep-drawn stainless steel parts, surface damage is not a cosmetic issue—it is scrap, rework, delayed shipment, and customer rejection. The real purchasing question is not simply “PE or PVC?” It is which PE protective film for stainless steel matches your surface finish, forming load, cutting process, storage time, and removal requirement.
Plashield has supplied protective films for metal processing, appliance, architectural panel, elevator, kitchenware, and fabrication customers for more than 20 years. In our factory testing, the failures that create the highest cost are rarely caused by “no film.” They are caused by the wrong film: adhesive transfer after storage, edge burn during laser cutting, tearing during deep drawing, or peel force that is too high for mirror stainless steel.
This guide compares PE and PVC protective film from an engineering and procurement perspective. It also breaks down the three PE film types that matter most for stainless steel: standard processing film, laser cutting film, and deep drawing film.
Why PE Protective Film for Stainless Steel Is Not One Product
Many catalogs list “PE protective film for stainless steel” as if it were a single specification. That is not how production works. A 2B stainless sheet stored indoors for four weeks does not need the same film as an 8K mirror panel being fiber-laser cut, and neither film will survive a deep drawing operation for a sink bowl.
Stainless steel surface protection is influenced by:
Process type: slitting, leveling, stamping, bending, CNC routing, fiber laser cutting, CO₂ laser cutting, deep drawing, roll forming, or transport only.
Surface roughness: smooth mirror steel generally requires lower adhesive aggressiveness than brushed or matte surfaces.
Temperature exposure: laser heat, warehouse heat, export container temperature, or temporary outdoor storage.
Removal timing: removal within days, after forming, after installation, or after long-distance shipment.
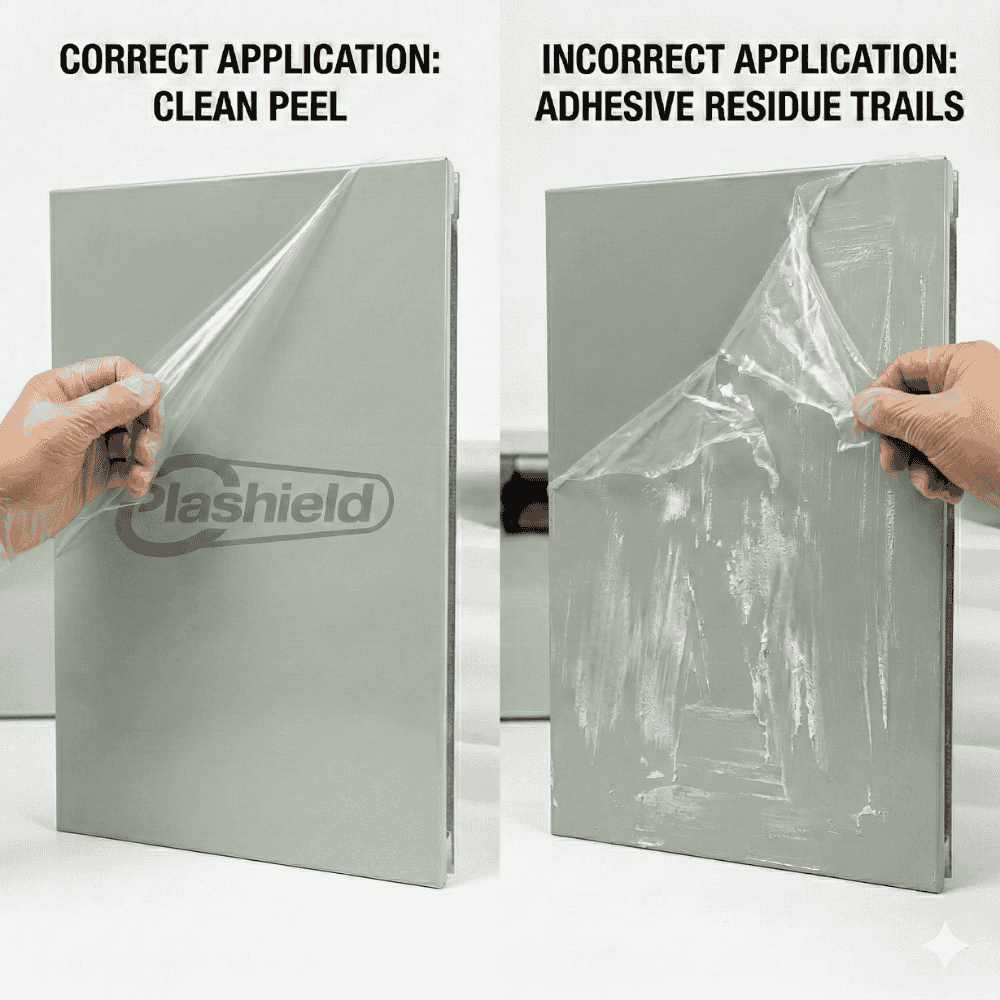
Residue risk: adhesive transfer is unacceptable for mirror sheets, appliance panels, elevator doors, and architectural cladding.
The global protective films market continues to grow as manufacturers protect higher-value surfaces and reduce rework. Grand View Research reports the market was valued at USD 14.9 billion in 2023 with continued growth forecast through 2030 (Grand View Research). In stainless steel, PE films have gained share because they offer clean removability, lighter weight, wider recyclability, and more formulation flexibility than traditional PVC masking films.
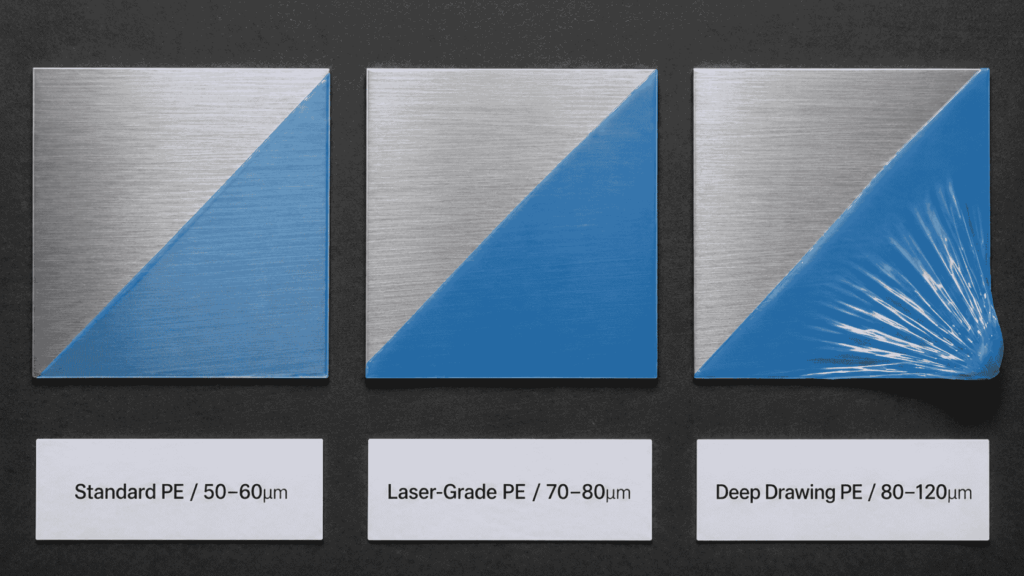
PE Protective Film for Stainless Steel: Three Industrial Grades
Plashield separates PE stainless steel protection into three working grades. The exact film construction can be adjusted by substrate thickness, adhesive chemistry, color, printing, unwind force, and roll dimensions, but these three categories cover most stainless steel production requirements.
1. Standard PE Protective Film for General Stainless Steel Processing
Standard PE film is the workhorse for stainless steel mills, service centers, sheet distributors, appliance panel suppliers, elevator door producers, and general fabrication shops. It protects surfaces during handling, storage, slitting, bending, punching, non-thermal cutting, and transport.
Typical thickness: 30–70 microns; common stainless steel range is 50–60 microns.
Peel adhesion: 80–250 g/25 mm, tested according to ASTM D3330 or equivalent 180° peel method.
Base film: LDPE or co-extruded PE with controlled stretch and tear resistance.
Elongation at break: typically 300–500%, tested by ISO 527 tensile method.
Temperature range: recommended 5°C to 60°C in normal storage and handling; short exposure up to approximately 70°C depending on adhesive grade.
Adhesive: water-based acrylic, solvent acrylic, or rubber-based adhesive depending on surface and removal timing.
Best surfaces: 2B, BA, brushed, No.4, hairline, matte, and standard 304/316 stainless sheets.
Best applications: storage, coil processing, sheet stacking, manual fabrication, bending, punching, CNC cutting without high thermal load, and domestic or export transit.
For smooth BA or mirror-like surfaces, lower adhesion reduces residue and peel marks. For brushed or rougher stainless steel, medium adhesion improves anchoring and prevents edge lifting during movement.
2. Laser Cutting PE Protective Film for Stainless Steel
Laser cutting is one of the most common points of film failure. Ordinary film can shrink away from the cut path, bubble, produce smoke contamination, melt into the edge, or leave carbonized adhesive marks. Laser-grade PE film is engineered to maintain adhesion during cutting while limiting thermal breakdown around the cut edge.
Typical thickness: 50–90 microns; 70–80 microns is common for stainless steel laser cutting.
Peel adhesion: 180–450 g/25 mm, selected according to surface finish and cutting speed.
Base film: heat-stabilized PE or co-extruded PE formulation with improved dimensional stability.
Adhesive: laser-compatible acrylic adhesive with controlled smoke, clean peel, and reduced edge residue.
Compatible cutting: fiber laser and CO₂ laser grades available; nitrogen-assisted cutting should be validated with sample trials.
Recommended process window: best performance when film is laminated flat without wrinkles, bubbles, or trapped dust before cutting.
Best surfaces: mirror 8K, BA, brushed hairline, decorative stainless panels, appliance panels, and elevator panels.
Best applications: stainless steel laser cutting, precision panel fabrication, signage, kitchen equipment panels, enclosure panels, and architectural components.
Laser films should be tested on the actual machine, gas, power, nozzle distance, and stainless grade. Two lines using the same film can see different edge results if one uses higher power density or poor lamination pressure. Plashield typically recommends a pre-production trial using at least three adhesion levels before approving bulk supply.
3. Deep Drawing PE Protective Film for Stainless Steel
Deep drawing places extreme strain on both metal and film. The film must stretch with the stainless steel without cracking, delaminating, wrinkling, or transferring adhesive into the formed radius. This is where standard masking films fail most often.
Typical thickness: 70–120 microns; heavier gauges are used for demanding sink, basin, and cookware forming.
Peel adhesion: 300–800 g/25 mm depending on draw depth, lubrication, finish, and die geometry.
Elongation: typically 450–700% for forming grades, validated by ISO 527 tensile testing.
Tensile strength: engineered for high stretch and puncture resistance rather than simple storage protection.
Adhesive: high-cohesion acrylic or modified adhesive system designed to resist shear during forming and release cleanly afterward.
Temperature range: generally suitable for room-temperature forming; verify if heated forming, high friction, or warm dies are used.
Best surfaces: stainless steel for sinks, bowls, basins, cookware, sanitary components, and shaped architectural parts.
Best applications: deep drawing, severe stamping, formed appliance parts, kitchenware, and complex three-dimensional stainless components.
Deep drawing trials should measure film breakage, adhesive transfer, peel force after forming, surface scratching in the radius, and whether the film traps lubricant. A film that costs slightly more per square meter can be significantly cheaper than re-polishing formed stainless steel.
PE vs PVC Protective Film for Stainless Steel: Technical Comparison
PVC protective film still has a role in some heavy-duty operations, especially where stiffness, puncture resistance, or chemical resistance is required. However, PVC is heavier, less recyclable in standard PE streams, and more vulnerable to plasticizer-related residue problems after aging. Regulatory pressure is also a consideration for export manufacturers. The European Chemicals Agency provides ongoing regulatory information on restricted substances under REACH (ECHA REACH).
Parameter
PE Protective Film for Stainless Steel
PVC Protective Film for Stainless Steel
Typical thickness
30–120 microns depending on grade
50–200 microns depending on application
Density
Approx. 0.92–0.95 g/cm³ per ISO 1183 density principles
Approx. 1.30–1.45 g/cm³ per ISO 1183 density principles
Peel adhesion range
80–800 g/25 mm; low, medium, and high adhesion grades
200–900 g/25 mm; commonly medium to high adhesion
Elongation
300–700% depending on PE formulation
150–300% typical; varies with plasticizer content
Laser cutting suitability
Good when laser-grade PE is selected
Generally not recommended due to chlorine-containing polymer and thermal degradation risk
Deep drawing suitability
Excellent with deep drawing PE grade
Good in some heavy stamping applications, but residue risk must be checked
Residue risk
Low when adhesion and aging time are correctly specified
Higher risk after heat, aging, or plasticizer migration
Outdoor storage
Available with UV-resistant PE grades for limited outdoor exposure
Not ideal unless specially formulated; aging and brittleness can occur
Environmental profile
More compatible with polyolefin recycling streams
More difficult disposal and recycling; regulatory scrutiny in many markets
Best use
General stainless processing, laser cutting, deep drawing, export protection
Special heavy-duty forming or specific chemical barrier cases
For most stainless steel fabricators, PE is the default recommendation. PVC should be specified only when the process requires a property that PE cannot meet after testing.
How to Choose the Correct PE Protective Film for Stainless Steel
Specification decisions should start with the process the material will go through — not with what the film catalog lists first.
For material that never leaves the warehouse or only goes through stacking, bending, or punching, standard PE film at 50–60 microns with low to medium adhesion handles the job. There is no reason to over-specify here.
Laser cutting changes the requirement. Fiber-laser and CO₂ processes generate heat at the cut edge, and standard adhesive can char, fuse, or leave residue along the kerf. Laser-grade PE film — typically 70–80 microns with a laser-compatible adhesive formulation — is the correct starting point. Using standard film on a laser line is one of the most common sourcing mistakes in this category.
Deep drawing imposes a different kind of stress entirely. The film must stretch with the material without tearing or delaminating at the draw radius. This calls for 80–120 microns with high elongation properties and medium-high adhesion. Standard film will fail at the radius before the draw is complete.
Surface finish drives adhesion level more than any other variable. 8K mirror and BA stainless are the most sensitive: start at the lower end of the adhesion range and run a real aging and removal test before committing to bulk volume. Brushed, hairline, and embossed surfaces sit at the opposite end — edge lifting and air tunneling are the common failure modes, and medium adhesion is required to keep the film flat across the texture.
Two end-use conditions that buyers regularly overlook: container export and post-installation UV exposure. Container interiors routinely exceed standard warehouse temperatures during sea transit, accelerating adhesive aging. Test under elevated temperature before specifying a film for export orders. If the film stays on after the product is installed, the UV window, removal deadline, and whether printed removal instructions are needed on the roll must all be confirmed before the order is placed.
Process or Condition
Recommended Specification
Storage, stacking, shipping, bending, punching
Standard PE, 50–60 microns, low to medium adhesion
Deep drawing PE, 80–120 microns, high elongation, medium-high adhesion
8K mirror or BA stainless steel surface
Start at lower adhesion — confirm zero residue after aging test before bulk order
Brushed, hairline, or embossed surface
Medium adhesion — prevents edge lifting and air tunneling
Container export
Test at elevated temperature — container interiors regularly exceed warehouse conditions during transit
Film remaining on after installation
Confirm UV exposure window, removal deadline, and whether printed roll instructions are required
The rule: match the film to the process first, the surface second, and the end condition third. Specifying in reverse order is how residue problems and field failures start.
Recommended Test Methods Before Approval
Plashield evaluates film performance using practical factory testing supported by recognized standards. For critical stainless steel projects, we recommend testing before final specification.
Peel adhesion: ASTM D3330, 180° peel, reported in g/25 mm or N/25 mm.
Tensile strength and elongation: ISO 527 for plastic film mechanical behavior.
Film density: ISO 1183 for plastic density comparison.
Thickness: micrometer measurement across roll width to check gauge consistency.
Aging test: 7–14 days at 50–70°C for residue and peel-force shift evaluation.
Process simulation: laser cutting, bending, drawing, stamping, or stacking trial using customer material.
Surface inspection: visual inspection under strong light for adhesive transfer, ghosting, edge marks, or scratches.
Fire classifications such as EN 13501 and ASTM E84 are important for building materials and installed architectural systems, but temporary stainless steel protection films are normally removed before final service. If a project specification references these standards, confirm whether the requirement applies to the finished panel system or to temporary masking during fabrication.
Factory Experience: Common Failures and Corrective Actions
After more than two decades supporting stainless steel processors, Plashield sees repeat patterns. The fastest way to improve yield is to match adhesion and film grade to the actual process.
Case 1: Mirror stainless panels with peel marks. A fabricator used medium-high adhesion film intended for brushed stainless on mirror 8K panels. After two months of storage, removal left visible peel lines. The solution was a lower-adhesion acrylic PE film with shorter recommended aging time and controlled lamination pressure.
Case 2: Laser-cut elevator panels with burned edges. Standard PE film was used during fiber laser cutting. The film shrank at the cut path and contaminated the edge. A 75-micron laser-grade PE film reduced edge defects and improved post-cut cleaning time.
Case 3: Deep-drawn sink bowls with film tearing in radius areas. The original 50-micron standard film did not have enough elongation. An 100-micron deep drawing PE film with higher cohesive adhesive stayed bonded through forming and released cleanly after production.
These examples show why buyers comparing Plashield with Donlee-type general product pages should look beyond material name and price per roll. The correct technical specification is what protects yield.
Specification Checklist for Purchasing Managers
Before requesting a quote, send the following details to avoid wrong-film sampling:
Stainless steel grade: 201, 304, 316, 430, or other.
Process: storage, slitting, bending, punching, laser cutting, deep drawing, stamping, or installation protection.
Required thickness or current film thickness.
Target peel adhesion, if known.
Time before removal and storage conditions.
Roll width, roll length, core size, color, printing, and unwind requirements.
Known failure problem: residue, lifting, tearing, bubbling, laser burn, or scratches.
Get Free Samples of PE Protective Film for Stainless Steel
The safest way to choose between standard PE, laser-grade PE, deep drawing PE, and PVC is to test films on your actual stainless steel and production line. Plashield can recommend sample rolls based on your surface finish, process, adhesion requirement, and removal window.
Phone: Please contact the Plashield sales team through the contact page for the latest regional phone number.
Contact page: /contact/
Recommended sample request: send stainless steel finish, processing method, current film problem, roll size, and target order volume.
FAQ: PE Protective Film for Stainless Steel
1. Is PE protective film better than PVC for stainless steel?
For most stainless steel processing, yes. PE protective film is lighter, cleaner to remove, easier to customize by adhesion level, and more compatible with modern recycling expectations. PVC may still be useful for some heavy forming or chemical-resistance cases, but it should be validated carefully for residue and aging.
For general storage and fabrication, 50–60 microns is common. For laser cutting, 70–80 microns is often selected. For deep drawing or severe forming, 80–120 microns is usually more suitable. Thickness alone is not enough; adhesive strength and elongation are equally important.
3. What adhesion level is best for mirror stainless steel?
Mirror and BA stainless steel usually require low to medium adhesion, often around 80–250 g/25 mm depending on handling conditions. Excessive adhesion can create peel marks or residue, especially after aging or warm storage.
4. Can standard PE film be used for laser cutting stainless steel?
It is not recommended. Standard PE film may shrink, bubble, smoke excessively, or contaminate the cut edge. Use laser-grade PE film designed for the cutting method, power level, assist gas, and stainless surface finish.
5. How long can protective film stay on stainless steel?
The safe removal window depends on adhesive chemistry, temperature, UV exposure, and surface finish. Indoor applications commonly range from 30 to 180 days, but export storage, outdoor exposure, and high heat require specific testing. Always confirm the removal window before bulk production.
6. Why does protective film leave adhesive residue?
Residue can result from excessive adhesion, poor adhesive cohesion, heat aging, UV exposure, plasticizer migration in PVC, contamination on the steel surface, or keeping the film on beyond its recommended removal period. Testing peel adhesion after aging is the best prevention.
7. Can Plashield print logos or removal instructions on the film?
Yes. Plashield can supply printed PE protective film for stainless steel with logos, arrows, installation warnings, removal timing, or customer branding. Printing is commonly used for appliance panels, elevator doors, architectural stainless steel, and export products.