Home / News / Wrong Film, Ruined Surface: How to Match Aluminium Protective Film to Every Finish Type
Wrong Film, Ruined Surface: How to Match Aluminium Protective Film to Every Finish Type
Share To:
A powder-coated aluminium window profile arrives at the job site. The installer peels off the protective film — and finds a ghost of adhesive transfer burned into the surface by six weeks of sun exposure. The profile cannot be cleaned. It goes back. That rework cost starts at the moment the wrong film was specified, not when the film was applied.
Plashield has manufactured PE protective film for aluminium surfaces since 2004, supplying extrusion plants, traders, and fabricators across 60+ countries. This guide covers the three aluminium surface types that cause the most specification errors — mill finish, anodized, and powder coated — and provides the adhesion values, thickness ranges, and removal windows needed to make the right call before placing a bulk order.
The Surface Chemistry Behind Each Aluminium Finish
Aluminium protective film does not bond to metal. It bonds to the surface chemistry sitting on top of the metal. That distinction matters because mill finish, anodized, and powder coated surfaces have fundamentally different chemistries — and each one responds differently to pressure-sensitive adhesive.
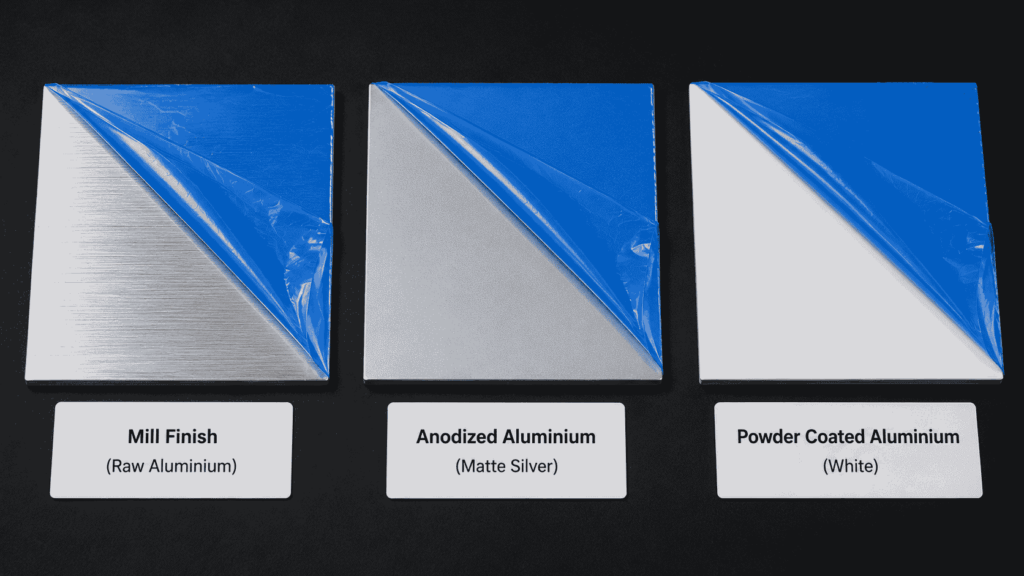
Mill finish aluminium comes directly off the extrusion die. The surface carries residual extrusion lubricants, microscopic die lines, and native aluminium oxide. Surface energy is moderate, and the texture is irregular. These conditions require an adhesive that can flow into the surface topography and grip reliably despite the presence of trace oils. A low-tack film applied to mill finish aluminium will lift at the edges during handling or transit — which defeats the purpose of using protection in the first place.
Anodized aluminium presents the opposite challenge. The anodizing process creates a porous oxide layer with high surface energy. Adhesive wets out aggressively against this surface, forming a bond that strengthens over time — a process called adhesion build. If a film with excessive initial tack is applied to anodized aluminium and left in place for more than the recommended window, peel force increases beyond safe limits. The adhesive layer begins to split, leaving a residue pattern called ghosting. Ghosting on anodized aluminium is chemically bonded, not just surface contamination, and it cannot be wiped away with solvent.
Powder coated aluminium sits between the two. The coating creates a smooth, chemically inert organic surface with predictable surface energy. Adhesion build is slower than on anodized surfaces, but it still occurs — particularly at elevated temperatures. An aluminium extrusion plant producing powder-coated window profiles for export shipments faces a specific risk: container transit in summer can push interior temperatures above 60°C, accelerating adhesive curing and making clean removal significantly harder after arrival.
Choosing the Right Adhesive: A Technical Breakdown
Plashield uses waterborne acrylic pressure-sensitive adhesive across its aluminium protective film range. The choice is deliberate. Waterborne acrylic PSA offers stable adhesion across a wider temperature range than rubber-based alternatives, produces lower adhesion build over time, and is compatible with anodized and powder coated surfaces where ghosting risk is highest.
Rubber-based adhesives are common in lower-cost film products. They offer strong initial tack and good conformability on rough surfaces, which makes them acceptable for mill finish aluminium in short-duration applications. However, rubber-based adhesives oxidize under UV exposure. For outdoor storage or container transit lasting more than three months, rubber-based adhesive films present a significant ghosting risk on finished aluminium surfaces.
Plashield’s waterborne acrylic PSA is formulated in three tack grades, each tested per ASTM D3330:
Low tack: 1N ± 0.05N / 25mm — designed for anodized aluminium and high-gloss powder coated surfaces where adhesion build risk is highest
Medium tack: 2N – 3N / 25mm — suitable for standard powder coated aluminium and mill finish profiles in controlled storage conditions
High tack: 4N – 6N / 25mm — formulated for rough mill finish, brushed, or textured extrusions requiring secure adhesion during active fabrication
The film carrier is polyethylene (PE), ranging from 50 to 150 microns. PE film offers the elongation and conformability required for complex extrusion profiles. PVC film, used in some older formulations, presents plasticizer migration risk over time — the plasticizer can transfer from the PVC carrier into the aluminium surface, creating a contamination layer that interferes with downstream processes such as secondary powder coating or adhesive bonding.
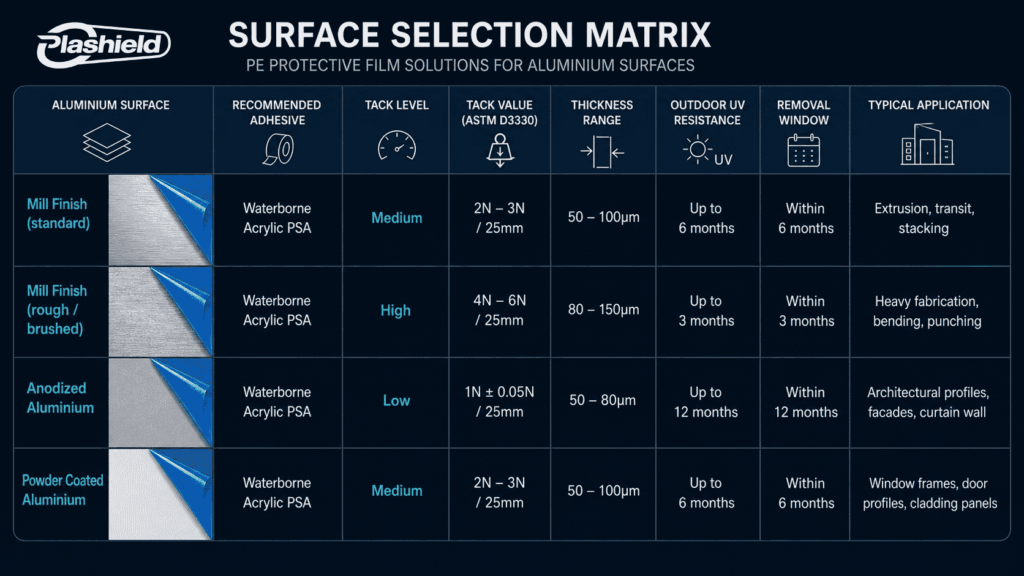
Aluminium Protective Film Selection Matrix
Aluminium Surface
Recommended Adhesive
Tack Level
Tack Value (ASTM D3330)
Thickness Range
Outdoor UV Resistance
Removal Window
Typical Application
Mill Finish (standard)
Waterborne Acrylic PSA
Medium
2N – 3N / 25mm
50 – 100μm
Up to 6 months
Within 6 months
Extrusion, transit, stacking
Mill Finish (rough / brushed)
Waterborne Acrylic PSA
High
4N – 6N / 25mm
80 – 150μm
Up to 3 months
Within 3 months
Heavy fabrication, bending, punching
Anodized Aluminium
Waterborne Acrylic PSA
Low
1N ± 0.05N / 25mm
50 – 80μm
Up to 12 months
Within 12 months
Architectural profiles, facades, curtain wall
Powder Coated Aluminium
Waterborne Acrylic PSA
Medium
2N – 3N / 25mm
50 – 100μm
Up to 6 months
Within 6 months
Window frames, door profiles, cladding panels
All tack values measured per ASTM D3330 at 180° peel, 23°C, 50% RH. Plashield films comply with RoHS Directive (Certificate No. UTLR21057021C01) and are manufactured under ISO 9001:2015 quality management system.
The Ghosting & Residue Problem: What Actually Causes It
Ghosting is not a film defect. It is the result of adhesive chemistry interacting with surface chemistry under conditions the film was not specified for.
When a pressure-sensitive adhesive is applied to a high-energy surface like anodized aluminium, the adhesive polymer chains begin flowing into the micro-pores of the oxide layer. At room temperature, this process is slow. At 40°C — a temperature easily reached inside a warehouse or shipping container in summer — the process accelerates significantly. After 8–12 weeks at elevated temperature, the adhesive has partially cross-linked with the anodized surface. Peel force has increased well beyond the original specification. Attempting to remove the film at this stage tears the adhesive layer, leaving residue embedded in the oxide structure.
Three conditions drive ghosting risk in practice:
Wrong tack level for the surface — medium or high tack film applied to anodized aluminium creates an unnecessarily strong initial bond that compounds with adhesion build
Temperature excursion during storage or transit — every 10°C rise in storage temperature approximately doubles the rate of adhesion build (Arrhenius relationship)
Removal beyond the specified window — even a correctly specified low-tack film will ghost on anodized aluminium if left in place for 18 months when the specification calls for 12
Prevention is straightforward when film selection follows surface chemistry. For anodized aluminium, specify low-tack waterborne acrylic film and establish a removal deadline on the project schedule — not as an afterthought. For powder coated aluminium in export orders, test a sample roll under accelerated aging conditions (60°C, 72 hours) before approving a film for full-volume use. Plashield recommends this test as standard qualification procedure for any customer specifying film for container-shipped aluminium.
Thickness Matters — But Not for the Reason You Think
Most buyers treat film thickness as a simple proxy for protection level: thicker equals better. That logic works up to a point, then breaks down.
The actual function of film thickness varies by processing stage. For aluminium profile protective film applied at the extrusion line before downstream fabrication, thickness selection should follow the specific operations the profile will undergo — not general handling assumptions.
50μm: Adequate for profiles that will be stored, stacked, and shipped without active machining. Provides scratch and abrasion resistance during transit and handling. Cuts cleanly on laser lines without edge burning or adhesive contamination of the kerf.
80μm: The correct starting point for profiles that will be punched, drilled, or lightly bent after film application. Provides enough mechanical resistance to absorb edge impacts from tooling without tearing at the cut boundary.
100 – 150μm: Required when profiles undergo deep bending, roll forming, or heavy fabrication. Thicker film distributes the mechanical stress of bending across a larger area, preventing film failure at the bend radius where stress concentration is highest.
One timing variable that buyers regularly underestimate: the sequence of film application relative to the anodizing or powder coating process. Film applied before powder coating will not survive the curing oven (typically 180–200°C). For aluminium profile protective film in finished-surface applications, the correct sequence is always: finishing process complete and fully cooled → film application → fabrication and transit.
How Plashield Matches Film to Your Aluminium Surface
Plashield was established in 2004 in Xinxiang, Henan Province, with a specific focus on surface protective films for metal and building materials. Twenty years of production in this category has produced one practical outcome: the ability to specify film precisely, not generally.
Plashield operates 8 high-speed integrated production lines covering film blowing, adhesive coating, and slitting across its full product range — 9 protective film categories in total, with annual production capacity reaching 200 million square meters. Every line runs under the same quality management system, which means adhesive coat weight consistency is controlled at the process level rather than managed through incoming inspection of outsourced components.
Plashield’s aluminium protective film range covers all three primary finish types — mill finish, anodized, and powder coated — with tack levels matched to surface chemistry rather than defaulting to a single mid-range specification. Annual production capacity across all product categories reaches 200 million square meters. Custom specifications are available for width, thickness, color, and printed roll labels with removal instructions — a practical requirement for profiles shipped to construction sites where installers need clear guidance on removal timing.
All products comply with RoHS Directive (Certificate No. UTLR21057021C01) and are produced under ISO 9001:2015 certification (Certificate No. HG23Q0332R0S).
FAQ
1. Is PE protective film better than PVC film for aluminium surfaces?
For finished aluminium surfaces — particularly anodized and powder coated — PE film with waterborne acrylic adhesive is the correct specification in most cases. PVC film contains plasticizers that migrate over time, especially at elevated temperatures. This migration can deposit a contamination layer on the aluminium surface that interferes with adhesive bonding, secondary coating, or high-gloss anodized finishes. PE film does not contain plasticizers, so migration risk is eliminated. PE is also significantly lighter per unit area, which reduces shipping weight on large-volume orders. The main application where PVC film was historically preferred — high-elongation deep forming — is now covered by thick-gauge PE film (100–150μm) with high elongation formulations that match or exceed PVC performance without the contamination risk.
2. Can protective film be applied to aluminium immediately after anodizing? What is the correct timing?
The aluminium must be completely cooled and dry before film application. Anodizing involves immersion in acidic electrolyte baths, and the profile exits the process wet. If film is applied while the surface is still warm or retains moisture, two problems occur: water becomes trapped under the adhesive, preventing full wet-out of the PSA against the oxide surface; and residual heat accelerates adhesion build from the first hour of application. Allow the anodized profile to reach ambient temperature — typically 20–25°C — and ensure the surface is fully dry before running it through the laminating line. In high-humidity production environments, a brief air-drying period after the final rinse stage is standard practice before film application.
3. How do I verify that a protective film is chemically compatible with my specific aluminium surface?
The standard qualification process involves three tests. First, apply a sample section of film to the actual surface — not a proxy surface — and leave it at ambient temperature for 48 hours, then peel at 180° and inspect for residue. Second, repeat the test after 72 hours at 60°C in a laboratory oven to simulate accelerated aging equivalent to summer container transit conditions. Third, if the profile will be used in outdoor installations, run a UV exposure test using a QUV accelerated weathering tester or outdoor exposure rack for the intended service duration. Any ghosting, adhesive transfer, or surface staining visible in these three tests indicates an incompatible specification. Plashield provides sample rolls for qualification testing as standard practice before confirming bulk orders.
4. What is the practical difference between Plashield aluminium film and standard market film?
The most operationally significant difference is adhesive consistency across rolls and batches. Standard market film is frequently manufactured with outsourced adhesive coating, meaning coat weight varies between production runs. This produces inconsistent peel values — some rolls peel cleanly, others leave residue — with no change to the film specification on paper. Plashield controls film blowing, adhesive coating, and slitting on 8 integrated production lines under a single ISO 9001:2015 quality system, which means coat weight is monitored and controlled as part of the production process rather than assumed from a supplier certificate. For aluminium applications where ghosting risk is high — anodized facades, powder coated curtain wall profiles — this consistency difference translates directly into rework rate.
5. Will protective film degrade or self-peel in summer heat? What happens if it stays on too long?
PE film does not self-peel in heat. The adhesion build effect works in the opposite direction: elevated temperature causes the adhesive to bond more aggressively to the surface over time, not less. What heat does cause is accelerated UV degradation of the PE carrier, which becomes brittle and difficult to remove cleanly after extended outdoor exposure. Plashield’s waterborne acrylic adhesive formulations are rated for outdoor UV exposure of 3, 6, or 12 months depending on tack grade and film thickness. Beyond the rated window, the PE carrier may become fragile and tear during removal, leaving film fragments on the surface that require mechanical removal. For powder coated aluminium specifically, the removal window is 6 months maximum regardless of storage conditions. Establishing a removal deadline at the point of film specification — written into the project schedule or the packaging label — is the most reliable way to prevent this failure mode.
Get the Right Film Before the Order, Not After the Rework
Residue on anodized aluminium and ghosting on powder coated profiles are specification problems. They are preventable with the correct tack level, thickness, and removal window for each surface type.
Plashield offers three ways to move from specification to confirmed order:
① Download the Aluminium Protective Film Specification Sheet — covers all three surface types with tack values, thickness options, and UV resistance ratings in a single reference document. Contact [email protected] to request the current version.
② Request free samples — one roll each of mill finish grade, anodized grade, and powder coated grade. Run your own qualification test against your actual surface before committing to volume. WhatsApp: +86 198 3620 1567.
③ Speak with a specification engineer — if your profiles involve complex finishes, export conditions, or tight removal timing requirements, Plashield’s technical team will review your surface type, processing stage, and storage conditions and recommend a confirmed specification. No generic catalog answer. Contact: [email protected].