Executive Summary: The global prepainted steel coil market is projected to reach USD 24.3 billion by 2035, growing at 6.6% CAGR. Yet one persistent quality leak quietly erodes margins across the entire value chain: protective film failure on roll-forming production lines. Film tears, edge lift, and adhesive residue on PVDF or SMP coatings trigger batch rejections long before a defect should be anyone’s problem. This article explains where the failure originates, what it costs, and how correctly specified film eliminates it.[date from:factmr]
A USD 24 Billion Market With a Film Problem Nobody Measures
Prepainted steel coil demand is accelerating. Construction accounts for 56.4% of total color steel consumption in 2024. Building envelope projects — roofing, cladding, and sandwich panels — are the primary growth drivers across the Middle East, Southeast Asia, and Latin America.
Yet across this expanding market, one quality failure repeats consistently. The protective film applied at the coil processor fails during roll-forming, during transit, or at the installation site. The result is surface-damaged panels, client rejections, and rework costs that never appear on a specification sheet.
The problem is not the production line. It is the film specification.[data from:businessresearchinsights]
What Roll-Forming Actually Does to a Protective Film
Most protective films are tested on flat surfaces under static conditions. Roll-forming is neither flat nor static.
The Four Stress Points A roll forming protection tape must survive four sequential stress environments after inline lamination applies it to the moving coil:
1. Feed roller nip pressure
The lamination entry point applies compressive force across the film width at every rotation. Films with insufficient tensile strength delaminate here before forming begins.
2. Progressive forming station bends
Each station bends the steel substrate further. The film must stretch across outer radii without tearing. It must compress across inner radii without wrinkling and lifting. Most commodity films fail at station three or four on a typical roofing profile die set.
3. Cutting shear
At the cut station, the film must sever cleanly without tearing backward along the panel edge. A ragged tear leaves an exposed strip — a contamination point during stacking.
4. Output stacking and bundling
Panel-on-panel friction during stacking applies lateral shear to film edges. Strapping pressure compresses the bundle. Both forces lift weakly bonded film edges before the product leaves the production floor.
A film that passes a standard peel adhesion test on a flat sample may fail at step two on a live roll-forming line.

[Image Placement: Annotated diagram or photo of a roll-forming line showing all four stress points — lamination entry, forming stations, cut station, stacking output — with clear labels. Alt text: “roll forming production line protective film four stress points inline lamination prepainted steel coil”]
The Coating Damage Problem — Why PVDF Rejection Calls Are Increasing
Coating Market Context
Color steel coating mix matters for film specification. PE coatings lead the market at 46% of volume. HDP follows at 23%, SMP at 19%, and PVDF at 12%.
PVDF carries the highest price premium and the strictest surface specification tolerance in architectural and facade applications. The PVDF fluorocarbon coating market is projected to reach approximately USD 1.3 billion by 2025. Moreover, PVDF coatings are the most sensitive to adhesive chemistry mismatch.[data from marketreportanalytics]
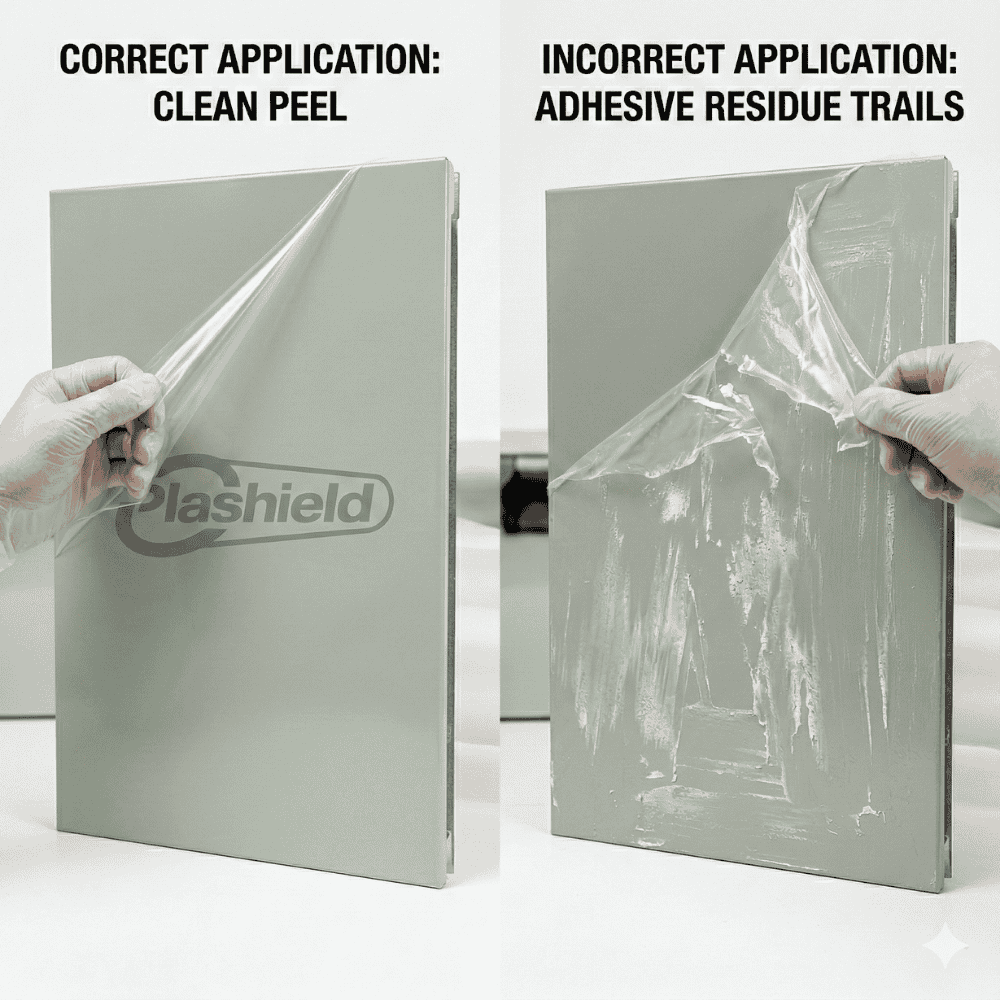
Generic adhesives create three specific failure modes on PVDF surfaces:
- Micro-residue transfer— alters surface gloss readings at inspection, failing tolerance without visible contamination .
- Adhesive hardening under UV — bonds the film to the coating beyond clean-removal force after outdoor storage
- Color tone shift -— appears only under directional lighting at the installation site, after delivery
The Cost of Line Downtime
Unplanned downtime in steel processing and coating lines costs USD 5,000–14,000 per hour. A film tear that jams a forming line triggers:
- Line stoppage and film fragment removal from rollers
- Line stoppage and film fragment removal from rollers
- Restart scrap — first panels after restart often fall outside specification
- Schedule delay on downstream orders
Film-related stoppages do not appear on maintenance dashboards. Across a full production week, however, their cumulative cost is measurable — and entirely preventable with the right film specification.
How Plashield’s Film Is Engineered Differently
Features
Plashield’s prepainted steel coil protective film is built around roll-forming production requirements and coating-sensitive surface protection:
- PE substrate with industrial-grade tensile strength — rated for 5–6 m/min inline lamination, surviving all four stress points without tearing or edge delamination
- Coating-matched acrylic PSA — separate formulations for PE, SMP, and PVDF coating systems with dedicated tack and release profiles
- Maximum width: 1,600mm— full-width coverage without film splicing
- Inline automatic lamination compatible— roll geometry and unwind tension optimized for automatic lamination heads
- Thickness range: 0.03–0.10mm — selectable by forming geometry and coating sensitivity
- UV resistance: 6–12 months — covers factory outdoor storage, sea freight, and job-site exposure
Advantage
On the mechanical side : Industrial-grade tensile strength means the film does not tear at forming stations, does not fragment at cutting shears, and does not delaminate at bend radii. Production continuity is maintained from coil start to panel output.
On the adhesive side : For PVDF-coated steel, Plashield’s PSA maintains stable, clean-release tack through the full UV-rated service life. Gloss readings after removal match pre-film baseline values. Color tone is unchanged under directional inspection lighting.
In practical terms: The film requires no manual edge pressing after inline lamination. It does not lift during transport or outdoor storage. It peels cleanly in a single pass at the installation site.
Benefit
Production yield rate
Zero film tears eliminate all film-related line stoppages. First-pass qualification rate per coil increases. Restart scrap from film-related interruptions is eliminated entirely.
Shipment acceptance rate
Panels with intact film pass downstream inspection without surface remediation. Consistent performance across the full coil length eliminates mixed-quality batches.
Client return and complaint rate
Zero gloss alteration eliminates job-site rejection calls on PVDF orders. UV-stable adhesion through 6–12 months covers the full construction timeline from delivery to building handover.
Source: Plashield product specification and published customer case records, plashield.com/color-coated-protective-film
Evidence — Bulk Procurement From Three Export Markets
Saudi Arabia
A sandwich panel manufacturer in extreme heat and high-UV conditions moved to long-term bulk procurement after production line validation:
“Stable quality with zero complaints. Quick delivery and excellent coordination helped us improve production efficiency and reduce costs. Plashield is a reliable long-term partner.”
(Source: Plashield published customer case, Saudi Arabia)
The Middle East and Africa region is a documented growth market for prepainted steel, driven by modern architecture and climate-resilient construction demand.
Mexico
A building materials manufacturer validated Plashield’s custom-specification film for production line performance, resulting in expanded multi-SKU procurement across multiple order cycles. (Source: Plashield published customer case, Mexico)
Israel
A building materials client confirmed consistent product quality and delivery performance across multiple procurement cycles in a strict-specification market. (Source: Plashield published customer case, Israel)
These three markets share one characteristic: high-volume manufacturers where surface defects carry direct commercial consequences. Film selection in each case was a specification decision — not a price decision.
Specification Decision Guide — Match the Film to Your Operation
The correct film grade depends on three variables: coating system sensitivity, UV exposure duration, and line configuration. Use this matrix to identify your specification category before requesting samples.。
Category A — Full Roll-Forming Grade Required
These operations involve coating-sensitive surfaces, sustained UV exposure, or high mechanical stress. Standard film will fail at one or more points in the production or supply chain cycle.
| Operation Type | Critical Requirement | Risk of Standard Film |
|---|---|---|
| PVDF / SMP coated steel inline lamination PVDF/SMP | Coating-matched acrylic PSA | Gloss alteration, residue transfer at removal |
| Sandwich panel lines (PPGI / PPGL skins) | UV resistance ≥6 months | Adhesive hardening during sea freight + outdoor storage |
| Roll-formed metal roofing and cladding | Tensile-rated for 5–6 m/min | Film tear at forming stations, edge lift at cut point |
| Wide-format coil lines (>1,250mm) | Full-width coverage to 1,600mm | Film splicing creates edge-lift zones mid-panel |
| Export to Middle East, SE Asia, Latin America | UV grade matched to transit + site exposure | Premature degradation before installation handover |
| Coil service centers (multi-coating range) | Per-coating PSA formulation | Adhesive mismatch on premium coatings within same order run |
Category B — Standard Grade Is Sufficient
These operations present lower mechanical stress and minimal UV exposure. Upgrading to roll-forming grade adds cost without proportional benefit.
| Operation Type | Reason Standard Grade Applies |
|---|---|
| Manual lamination below 5 m/min, covered storage | Tensile stress below roll-forming threshold; UV exposure negligible |
| Indoor-only processing, ≤30 days lamination to removal | No UV degradation window; adhesive mismatch risk minimal |
| Domestic short-haul, no outdoor staging | Supply chain UV exposure within standard film tolerance |
Request Free Samples — Matched to Your Coating System and Line Speed
The only reliable way to confirm film performance on your specific coating type and forming geometry is to run a production validation test. Plashield ships free sample rolls within 3–5 days, configured to your coil width, coating system, and UV requirement.
Send the following details for a matched sample recommendation:
- Coating system — PE / SMP / PVDF / HDP and finish type
- Coil width— determines film width specification
- Roll-forming line speed — confirms correct tensile grade
- Storage and transit environment — indoor / outdoor / sea freight
- Destination market — determines UV resistance grade
- Annual consumption volume — enables lead time and pricing confirmation
Contact Plashield’s engineering team: plashield.com | [email protected] | WhatsApp: +86 198 3620 1567