Client Requirements
- Three narrow slit widths: 40mm, 52mm, and 68mm — width tolerance must be held within ±0.5mm to ensure film edges don’t overhang the profile flange, preventing tracking misalignment and wrinkling in the profile laminating line
- 500m per roll, coreless (no coating core) — coreless specification means rolls are mounted directly onto the client’s machine mandrel; any variation in core wall thickness causes mandrel fit deviation and disrupts tension control during film application
- Printing color and layout fully consistent with the client’s reference samples — the profile protective film carries brand markings; batch-to-batch color deviation is visible to their downstream contractors and project procurement buyers, undermining brand consistency
- Film must perform on both smooth (mirror-polished) and sand-finished aluminum profile surfaces — the two surface types require fundamentally different adhesion levels and cannot be served by a single formulation; medium-tack and extra-high-tack configurations are required separately
- 300,000 m² order to be completed within a 20-day production window — equivalent to approximately 15,000 m²/day, achieved concurrently across three slit widths, two adhesive formulations, and custom printing, placing high demands on production scheduling discipline
- Strict dimensional accuracy and on-time delivery — the Uzbekistan factory’s production schedule is synchronized with film inbound timing; a delayed shipment directly stalls the profile laminating station on the extrusion line
Why the Client Chose Us
Plashield’s precision slitting lines hold minimum slit width to 40mm at ±0.5mm tolerance. Maintaining flat roll-end face (anti-telescoping) and uniform tension across a 500m long roll is the core technical challenge in narrow-width slitting — addressed through in-line tension monitoring and segmented winding pressure adjustment, ensuring every 500m roll arrives with no telescoping and no lateral shift.
Print color is matched to the client’s reference sample using a spot ink formulation, with batch-to-batch color tolerance held at ΔE ≤ 1.5. Ink formulation is UV-aging validated to ensure markings remain legible and non-transferring during the typical 30–90 day dwell period from factory to construction site. A first-article print registration check against the reference sample is completed before each production run begins.
Smooth mirror-finish aluminum uses a medium-tack adhesive formulation — adhesion is sufficient to hold during transit and installation, with clean removal leaving no residue. Sand-finished aluminum’s micro-porous surface provides insufficient anchor for lower-tack adhesives, requiring an extra-high-tack formulation to prevent edge lifting and mid-installation delamination. Both formulations are produced on separate lines within the same order and differentiated by roll label color to prevent mixing.
Producing 300,000 m² in 20 days requires an average daily output of approximately 15,000 m², running concurrently across three slit widths and two adhesive formulations. To fulfill this schedule, Plashield specifically upgraded narrow-width slitting line capacity for this order and provided the client with a day-by-day production plan and milestone checklist at order confirmation — a traceable production record, not a verbal commitment.
lashield has served aluminum extrusion manufacturers since 2004, with clients across the Middle East, Southeast Asia, Central Asia, and Eastern Europe. The specific conditions of aluminum profile manufacturing environments — oily surface treatments, elevated-temperature laminating processes, and the effect of extrusion residual stress on adhesive bonding — are built into our product selection and formulation recommendation process. This Uzbekistani client did not need to explain their production environment from scratch; cooperation could begin directly at the specification confirmation stage.
Solutions Provided
Optimized Coating & Rewinding for Narrow and Long Rolls
Slitting to three narrow widths — 40mm, 52mm, and 68mm — while maintaining a 500m roll length creates a competing tension requirement: narrow-width slitting needs higher winding tension to maintain flat roll-end faces, but excessive tension on long rolls causes adhesive migration to inner layers. This is resolved through a tapered tension winding profile — lower tension at the start of the roll, progressively increased as roll diameter grows — distributing winding stress uniformly across all 500 meters.
Coreless (no coating core) specification requires a removable mandrel during winding, which is extracted after the roll is complete, leaving the roll self-supporting. This places additional demands on the film’s compression resistance — addressed through a targeted adjustment in the film formulation to ensure inner diameter stability during coreless storage and sea-freight transit.
High-Precision Printing with Color Matching
The client supplied a physical reference sample as the print benchmark. Our printing process team took spectrophotometer readings from the reference sample, converting target color values into a spot ink formulation with batch-to-batch color tolerance controlled at ΔE ≤ 1.5.
A first-article print check is completed before each mass production run: the first roll from production is compared against the reference sample under standardized D65 lighting at a 10° observation angle, with color delta and registration offset recorded by QC before mass production is cleared. Ink formulation is validated through high-temperature, high-humidity aging testing — confirmed non-fading, non-blocking, and free of ink transfer to aluminum profile surfaces after 7 days at 60°C / 90% RH.
Adhesive Customization for Different Aluminum Surfaces
Smooth (mirror-polished) and sand-finished aluminum surfaces present fundamentally different adhesion requirements. Smooth surfaces have a higher contact angle and lower surface energy; medium-tack adhesive (target peel force approximately 150–250 g/25mm at 180° test angle) provides sufficient bonding. Sand-finished aluminum, mechanically blasted to increase micro-roughness, requires the adhesive to penetrate the surface micro-structure for effective anchoring — an extra-high-tack formulation is required (target peel force approximately 400–600 g/25mm), while maintaining zero residue on removal.
Both formulations are produced on separate lines and differentiated by roll end-label color to prevent mixing at the client’s factory. Machine operators at the client’s laminating station can identify formulation type at reel change by label color alone, without checking individual roll specifications — reducing line downtime caused by changeover confirmation.
Guaranteed Delivery Through Equipment Upgrad
The 300,000 m² / 20-day delivery requirement exceeded the standard capacity ceiling of Plashield’s narrow-width slitting line at the time. Before accepting the order, we evaluated two paths: additional shift scheduling, or a targeted capacity upgrade to the slitting line. The latter was selected — immediately following order confirmation, we initiated a capacity modification to the slitting equipment, adding high-speed narrow-width slitting stations and increasing daily output from approximately 10,000 m²/day to over 15,000 m²/day, making the 20-day target achievable.
This decision meant Plashield absorbed the equipment investment for this order rather than managing risk by extending the lead time. The client received the equipment upgrade plan and a post-modification trial production report before the full production schedule was locked — a verifiable commitment, not a stated assurance.
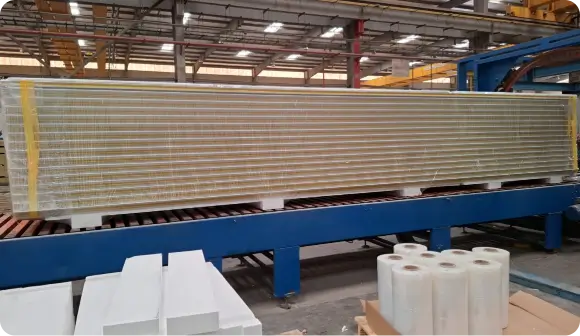
Photo Display



Results Achieved
- All three slit widths (40mm / 52mm / 68mm) held within ±0.5mm dimensional tolerance; 500m roll-end faces confirmed flat with no lateral shift or telescoping — zero rolls returned for dimensional non-conformance at the client’s incoming inspection
- Print color vs. reference sample confirmed at ΔE ≤ 1.5; batch-to-batch visual consistency approved at client incoming inspection — factory floor operators report no per-roll color check needed at reel change, improving production continuity
- Adhesive formulations for both smooth and sand-finished aluminum validated in live production: no edge lifting, no mid-process delamination, zero residue after removal — both specifications performing consistently across the client’s extrusion line production runs
- High-temperature, high-humidity accelerated aging test passed (60°C / 90% RH / 7 days): no print fading, no blocking, no ink transfer to aluminum substrate, peel force maintained within target range
- 300,000 m² completed within the 20-day production window and dispatched on schedule; client factory production plan unaffected — contractual milestone and actual delivery record in full alignment
- Since first cooperation in June 2022, annual purchase volume has been maintained at approximately USD 100,000; Plashield has become this client’s sole designated long-term supplier for the aluminum profile protective film category
Customer Testimonial
— Procurement Manager, Aluminum Profile Extrusion Division | Aluminum Profile Manufacturer | Uzbekistan | First Cooperation: June 2022