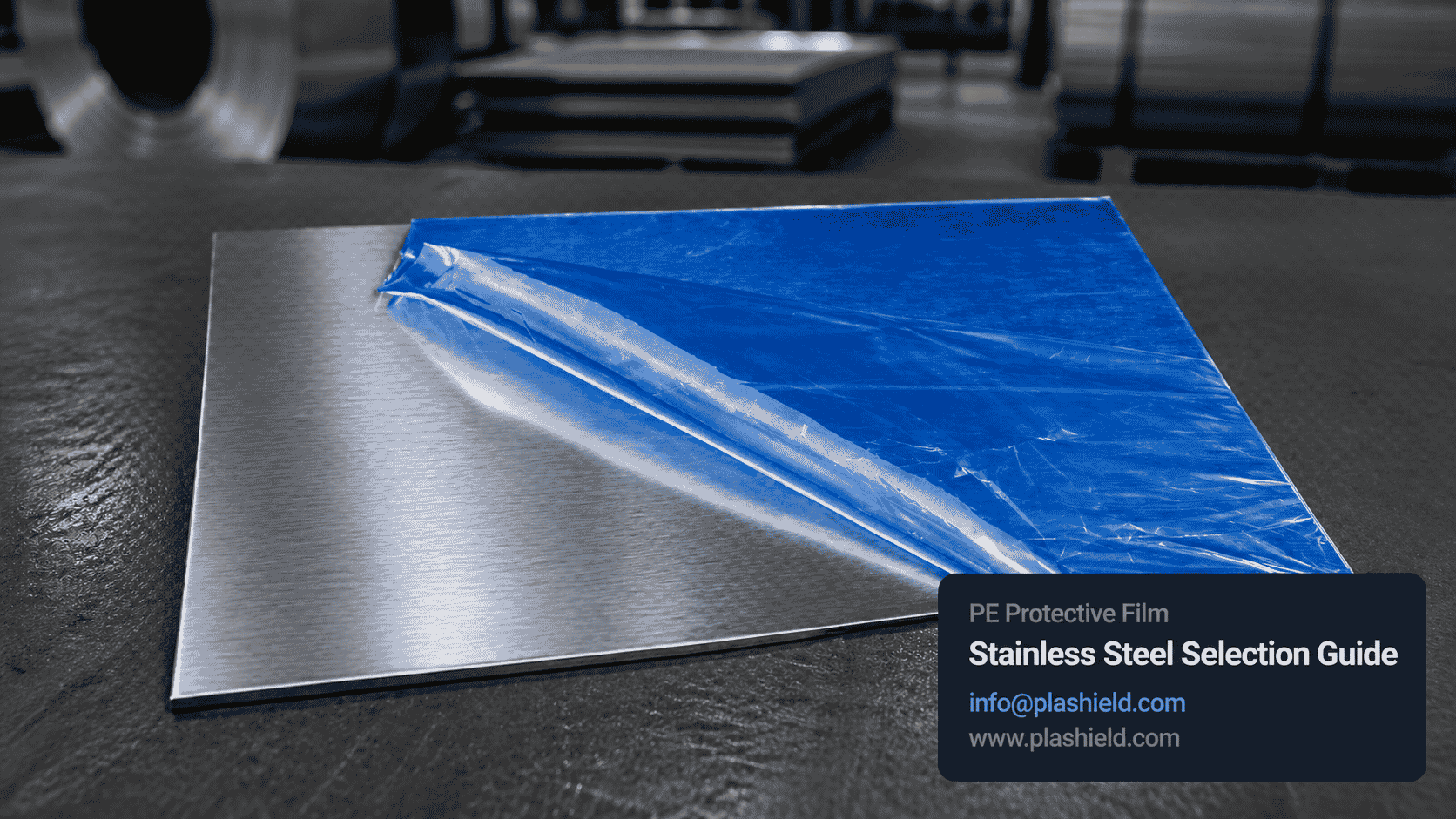
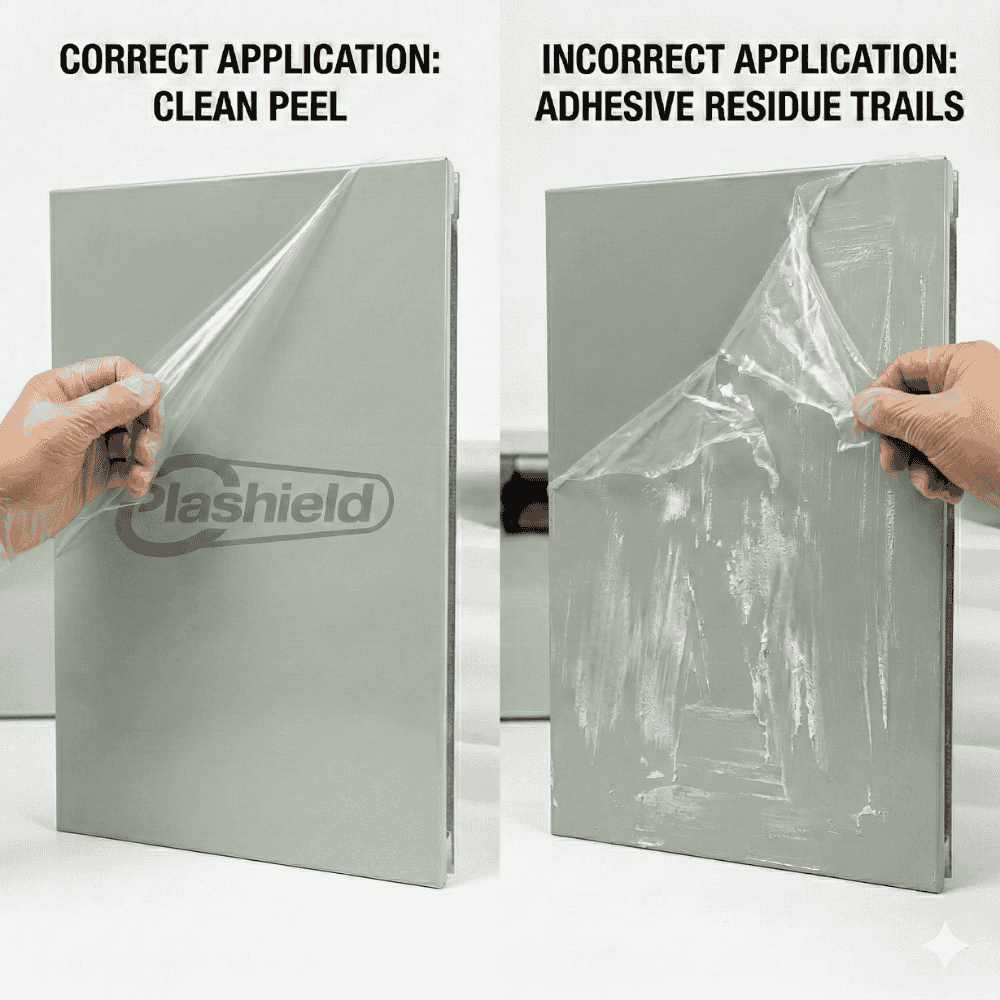
A coil-coated steel panel comes to the roll-forming line with stuff on it. The film was taken off correctly. At an angle slow peel no damage. The sticky stuff was already there stuck in the polyester coating after three months. Getting rid of all the stuff isn’t just about how you peel it off. It’s a decision made when the film is made weeks before the panel gets to the line.
This article helps people who coat coils, form rolls make sandwich panels and process architectural panels choose the protective film for pre-coated metal. The film should match their coating system how long it will be outside. When it will be removed. Plashield has been making film since 2004 and supplies it to processors in over 60 countries.
Protective Film for PreCoated Metal: How to Choose for Easy Removal
Why Sticky Stuff Gets Left on Pre-Coated Metal
Sticky stuff doesn’t just happen randomly. It follows rules. Understanding the two reasons behind it is the starting point for choosing
Surface Energy and Coating Chemistry
Every pre-coated surface has a level of stickiness. This determines how strongly an adhesive sticks to it. Different coatings like polyester, PVDF and SMP have levels of stickiness. A film adhesive made for one coating system can stick much on another with higher stickiness.
Pre-coated surfaces also vary in texture. A smooth finish presents a surface to an adhesive layer than a lightly bumpy panel. Texture affects how much the adhesive actually touches the surface, which affects how strongly it sticks. This is why just measuring the tackiness isn’t enough to predict how well it will work on every surface.
Adhesive Dwell and PSA Aging
Pressure-sensitive adhesive starts sticking the moment it touches a surface. Over time it sticks more. A process called dwell. On -coated metal dwell happens faster with heat and sun exposure. A film that peels off cleanly at 30 days may leave stuff at 90 days on the same surface outside.
Solvent-based adhesive systems are especially prone to this because they change under heat. The adhesive softens, flows deeper into the coating and partially hardens when it cools. Water-based acrylic PSA has a stable hardness across temperature changes. This is the reason why adhesive type matters as much as tack level, for long-duration pre-coated metal applications.
The 4 Variables That Decide Clean Removal
Residue-free removal on pre-coated metal depends on four variables working together. Controlling any one variable while ignoring the others produces inconsistent results.
| Variable | Lower Risk | Higher Risk |
| Coating system | PVDF, HDP (lower surface energy, stable) | Standard polyester, SMP (higher energy variability) |
| Tack level | Matched to coating surface energy | Over-specified for the actual surface |
| Exposure duration | Within confirmed 6-month removal window | Exceeding removal window, especially outdoors |
| Temperature / UV | Indoor storage, -10°C to 40°C range | Outdoor storage, high UV, container transit above 40°C |
These variables add up. A medium-stick film on a polyester coating that is stored outside for four months in a place with a lot of sunlight combines three risk factors at the time. No single thing causes the film to fail on its own. The film fails when the combination of things is too much for it to handle.
The practical result of this for people who buy things is clear: when you buy film choose a type that can handle the combination of these four variables in your actual process not just the average conditions.
How to Choose the Right Protective Film for the Type of Coating and How Long it Will Be Exposed
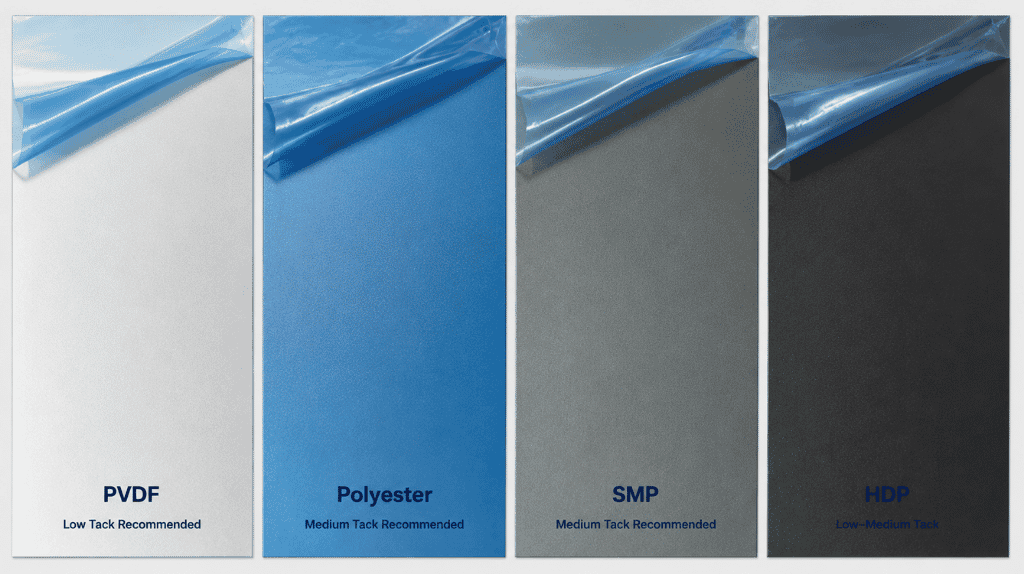
The type of coating is the thing to consider when choosing a film for pre-coated metal. Plashield PE protective film works with all pre-coated and color-coated metal surface types, including PVDF, standard polyester, SMP, HDP and epoxy primer finishes. When choosing a film type consider the coating system and the conditions it will be exposed to rather than using the same film for all surface types.
PVDF coatings, which are used in high-end buildings usually have a surface energy and are more resistant to sunlight than standard polyester. They can usually handle having film on them for a time without any problems. For these coatings a film with a to medium stickiness is usually fine.
Standard polyester coatings are the common type of pre-coated steel finish and have a higher surface energy that can vary. For these surfaces it is more important to choose the stickiness and to remove the film at the right time. If you use a medium or high stickiness film without a plan for removing it you may have problems with the sticking to the metal.
SMP coatings are in between PVDF and standard polyester in terms of surface energy. They require the care as polyester coatings but you also need to pay attention to how long they are exposed to sunlight because SMP coatings can become more reactive to the adhesive after being outside for a long time.
For all types of coatings the rule is the same: choose the film with the stickiness that will still protect the metal from mechanical damage. Choosing a film that’s too sticky to try to prevent scratches is the most common reason for problems with the adhesive sticking, to the metal.
Tack level selection guide:
| Tack Grade | Peel Adhesion (ASTM D3330) | Typical Application | Recommended Thickness |
| Low tack | 1N ± 0.05N / 25mm | Smooth PVDF / HDP surfaces; indoor storage; light handling | 50–75 μm |
| Medium tack | 1.5N–2N / 25mm | Standard polyester / SMP; bending; roll forming; outdoor storage up to 6 months | 75–100 μm |
| High tack | 4N–6N / 25mm | Embossed / textured pre-coated surfaces; deep drawing; high-abrasion fabrication | 100–150 μm |
Why Water-Based Acrylic PSA Matters for Long-Duration Applications
The adhesive system in a PE film is really important because it determines how the bond strength of the Water-Based Acrylic PSA changes over time. It is not about what it is when you first use it.
Water-Based Acrylic PSA is different from solvent-based systems. Solvent-based adhesive systems have things called plasticizers that help keep them flexible.. When it gets hot like when it is shipped across the ocean and the temperature gets above 60°C the plasticizers can move around and make the adhesive flow more. This can make it stick well to some surfaces, like metal that has a special texture.. When you try to remove it it can be really hard to get off cleanly.
Water-Based Acrylic PSA is better for Long-Duration Applications because it does not have plasticizers. The way it sticks together is set when it is made and it does not change much when it gets hot or is exposed to sunlight. So when you remove it the stickiness is still the same as when it was first made.
Plashield only uses Water-Based Acrylic PSA for all of its products. They do not use any solvent-based adhesives. Plashield has a facility with many production lines that make the film apply the adhesive and cut it to size. This helps make sure that the adhesive system is always consistent across all of their products. They make a lot of film, over 200 million meters every year, and they have many different types of products.
Define Your Removal Window Before You Order. Not After
When buying film for pre-coated metal most people focus on how sticky it is and how thick it is.. They often forget to think about the removal window. The removal window is the time the film can stay on the metal before its removed without leaving residue.
For Plashield the maximum time the film can stay on the metal is 6 months from when its applied. After 6 months the film starts to stick more and more making it harder to remove without leaving residue. This happens because of the way the adhesive works and the suns UV rays.
To define the removal window you should think about the following:
* How long will the film be stored indoors after its applied?
* How long will the film be exposed to the outdoors, including sun and temperature changes?
* Will the film be removed before. After the metal is shaped or formed?
* Does the film need to protect the metal during transportation?
This information should be included in every order for film for pre-coated metal. If a project takes longer, than 6 months like architectural cladding projects it’s best to replace the film after 6 months rather than leaving it on for the whole project.
Plashield Pre-Coated Metal PE Protective Film

PlaPlashield is a company based in Xinxiang, Henan Province, China. We have 8 high-speed production lines that make 200 million meters of film per year. The following quality control rules, including ISO 9001:2015 and RoHS test certification.
Confirmed product specifications for pre-coated metal protective film:
| Parameter | Specification |
| Adhesive system | Water-based acrylic PSA (no solvent-based adhesive in any grade) |
| Low tack | 1N ± 0.05N / 25mm (ASTM D3330) |
| Medium tack | 1.5N–2N / 25mm (ASTM D3330) |
| High tack | 4N–6N / 25mm (ASTM D3330) |
| Thickness range | 50–150 μm |
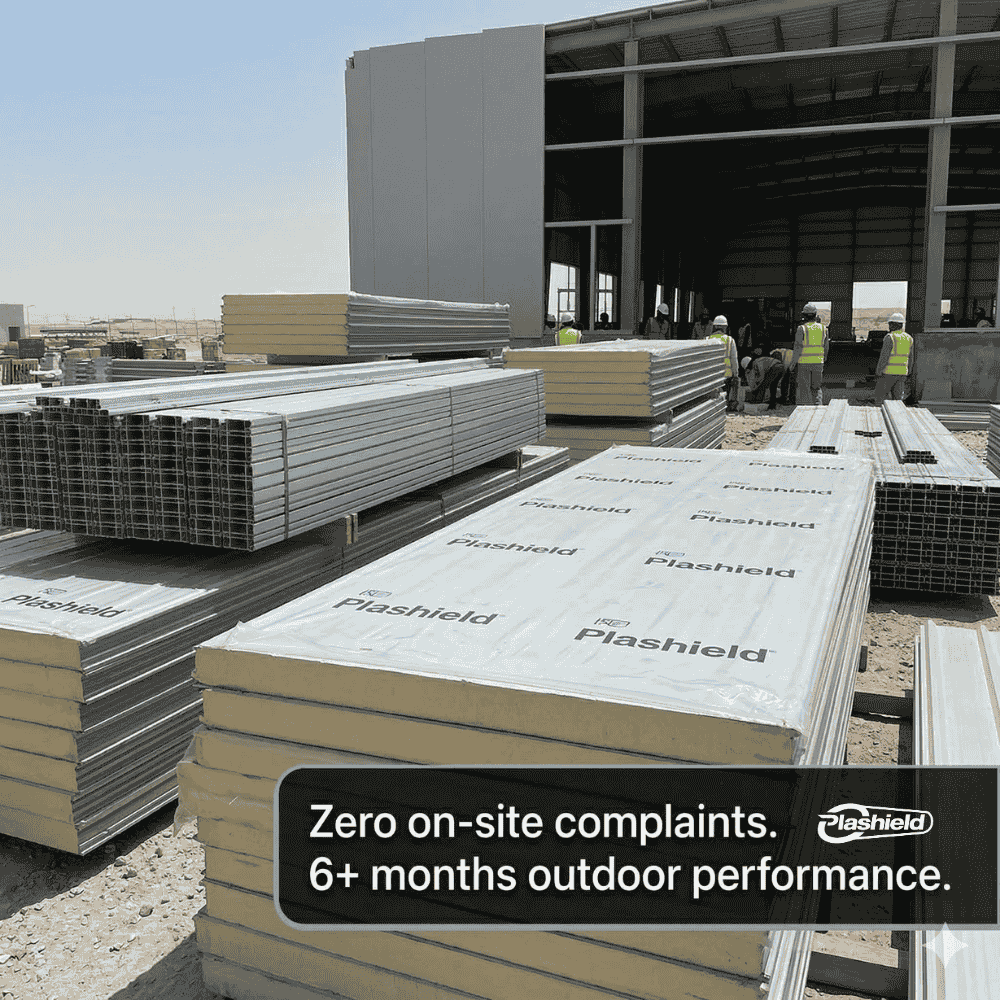
| Outdoor weather resistance | 3 / 6 / 12 months |
| Film removal window | Within 6 months of application |
| Application temperature | -10°C to 40°C |
| Storage temperature | -10°C to 40°C |
| Compatible surfaces | All standard pre-coated and color-coated metal surfaces |
| Film colors | Transparent, Blue, Black, Orange, Red (custom colors available) |
| MOQ | 5,000 m² (standard) |
| Custom printed logo MOQ | 10,000 m² |
| Customization | Width / thickness / color / logo print |
Pre-Coated Metal Film Selection Checklist
Use this checklist before you place an order for a film for metal that already has a coating on it.
Step 1. Figure Out Your Coating System
Identify what kind of coating you have: is it PVDF or polyester or SMP or HDP or something else?
Note how the surface of the metal feels: is it smooth or a bit embossed or really heavily textured?
Step 2. Think About Where The Metal Will Be
Will the metal be stored inside or will it also be outside?
How long do you think the metal will be stored before the film is taken off. Make sure it is within six months?
How will the metal be shipped: will it go by truck or by boat. Remember it can get really hot in a boat container during the summer?
Step 3. Think About How You Will Use The Metal
Will you take the film off before you bend or cut the metal or after?
Is the reason you want the film to protect the metal from scratches or to keep it safe while it is being shipped?
Step 4. Decide On The Film Details
Make sure the film is sticky enough for the kind of coating you have. Do not just use a medium stickiness.
Decide how thick the film should be based on what you will be doing with the metal. It should be between 50 and 150 μm.
Choose a film that can handle being for as long as you need it to. You can choose 3 months or 6 months or 12 months.
Check with the supplier to make sure you know when you can take the film off before you place your order.
Step 5. Test The Film Before You Buy A Lot
Ask for a sample of the film and try it out on a piece of metal. Put the film on and leave it in the same conditions it will be, in when you use it for at least 48 hours.
Pull the film off at an angle. 45 Degrees or 90 degrees. When it is the same temperature it will be when you use it.
Make sure the film comes off cleanly before you buy a lot of it. You have to buy least 5,000 square meters.
FAQ
Q1: What makes adhesive residue stay on -coated metal even when the film is taken off correctly?
If you take the film off at the angle and speed it helps.. This does not change the chemistry. If the adhesive sticks much to the coating while it is being stored or moved there will be residue. This happens in three ways. The adhesive can be too strong for the coating. The film can be on the metal for long.. Heat and sunlight can make the adhesive spread into the coating. These are things that are decided when the film is made, not when it is used. If the film is made with the strength and the right adhesive for the coating it will come off cleanly. If the film is not made right it will leave residue.
Q2: How does the type of coating on the metal affect the choice of film?
The coating on the metal affects how well the sticks. PVDF coatings are different from polyester coatings. They do not let the adhesive stick as much. This means that the same film can stick much to one type of coating and not enough to another. You need to choose a film that is made for the coating on the metal. If you are not sure choose a film that’s not too strong and test it before using it.
Q3: Can Plashield PE film be used outside on -coated metal panels?
Yes, if you choose the type. Plashield PE film comes in three types that can handle being outside, for amounts of time. You need to choose the type that can handle the amount of time the panels will be outside. If the film is not made to handle the sun it will break down. Be hard to remove. Choose the type that can handle the worst-case scenario.
Q4: Why should the removal time be decided when the film is bought, not when it is used?
If you wait until the film is used to decide when to remove it things can get confusing. It is better to decide when the film is bought how long it can stay on the metal. This way you can choose a film that is made to handle the amount of time it will be used. If you do not do this some panels may have the film on for long and some may not have it on long enough. This can cause problems that seem like the film is bad. It is really just the timing.
Q5: How do I do a test of pre-coated metal protective film?
To do a reliable test you need to use the same conditions that the film will be used in. Put the film on the type of metal and coating that it will be used on. Store the test panel in the conditions that the real panels will be stored in. Then take the film off. Look at the metal to see if there is any residue. It is better to do a test to make sure the film works well. You can contact [email protected] to get a sheet that explains how to do the test.
Ready to Specify the Right Film Grade for Your Pre-Coated Metal Process?
① Request a film sample for your coating type
Tell Plashield your coating system (PVDF / polyester / SMP / HDP) and surface texture. The appropriate tack grade sample will be sent for patch testing on your actual substrate.
② Run a 48-hour patch test with Plashield’s protocol
Request Plashield’s pre-coated metal patch-test guide. Apply under actual storage conditions and confirm clean removal before placing a volume order. Standard MOQ is 5,000 m².
③ Send your project parameters for grade matching
Submit coating type, outdoor exposure duration, transit route, and removal timing to [email protected]. Plashield’s technical team will return a specific grade recommendation within one business day.